
両面スポット溶接機(ステーションタイプ)
TECNA社 スポット溶接機(ステーションタイプ)
ART-3664P/ART-3664P7
製品特長

先進の機能を搭載し、益々厳しくなる溶接条件をクリア。
主な仕様 詳しい仕様表はこちらをクリック
溶接電源 | 200.50V 60Hz |
最大溶接電流 | 14000A |
最大加圧力 | 450daN/700daN(ART-3664P7) |

高い溶接条件にも対応する
圧倒的なパフォーマンス
ボロン鋼、高張力鋼板といった、近年求められる高度な溶接条件にも対応。安定した電流制御と高出力性能により難易度の高いワークでも確実な溶接品質を実現します。

種類豊富な溶接ガンで、
あらゆる作業に最適化
自動車メーカーの厳しい溶接条件に備えた溶接ガンを豊富に品揃え、各ユーザーが抱える様々な溶接条件を解決します。

4つの溶接モードを駆使し
失敗の無い溶接が可能
目的や作業者の熟練度に応じて4つの溶接モードが選択可能です。また、対話式カラーディスプレイを搭載、直感的に作業を行うことができます。
製品仕様表
溶接電源 | 200.50V 60Hz |
相数 | 3 |
定格入力/最大入力 | 19kVA/60kVA |
二次無負荷電圧 | 13.3V |
最大溶接電流 | 14000A |
最大加圧力 | 450daN/700daN(ART-3664P7) |
エアー圧 | 8bar |
重量 | 130kg |
寸法 | 767×854×1108mm |
オプションアーム
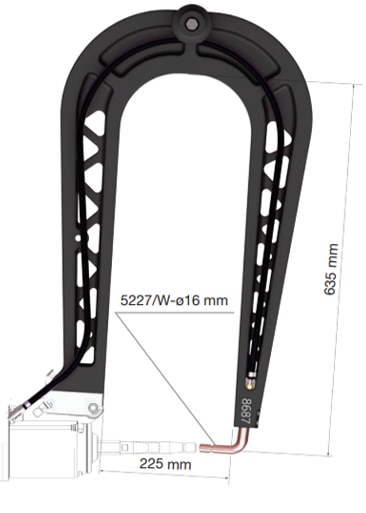
型 式 :ART-8687/W/S
フトコロ:635mm
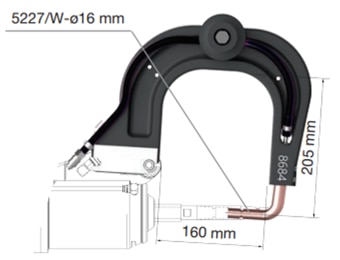
型 式 :ART-8684/W/S
フトコロ:205mm
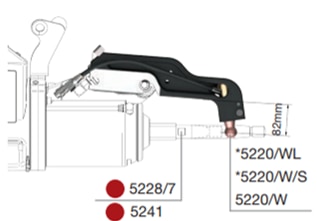
型 式 :ART-8689/W/S
ART-8689
※他にも、各種豊富に取り揃えておりますのでお問い合わせください。
その他のテクナステーションタイプ
■ART-3650ECF

水冷Xガン(水冷Cガン)、片面スポットガンを標準装備。
■ART-3464
自動車、軽板金専用機
FAQ
よくある質問
Q.
板厚違いでも溶接できますか?
A.
溶接条件を調整することで対応可能です。板厚違いで溶接する場合、薄板の厚さが厚板の半分以下になると溶けてしまう可能性があるため注意が必要です。
Q.
スポット溶接の三大条件を教えてください。
A.
良い溶接結果を得るための条件には多くの要素がありますが、溶接電流・加圧力・通電時間は特に大きな影響を与えるため三大条件と呼ばれています。
▼三大条件の詳しい解説は下記記事をご覧ください。
【関連記事】スポット溶接の条件を完全マスター!品質と効率を両立する最適設定
Q.
板厚何mmまで溶接可能ですか?
A.
溶接する板厚の合計が約6mmです。但し板厚、枚数、材質等で変わりますのでお問い合わせ下さい。通常自動車鈑金作業においては問題ございません。
ホームページでのお問い合わせはこちらからお願いいたします。
Q.
操作は難しいですか?
A.
Smart Plusモードでは板厚、材質を自動検出し最適な条件にて溶接を行います。経験の少ない作業者様でも簡単にご使用いただくことができます。
導入事例







産業機械でお悩みなら
まず大同興業にご相談ください
ご相談は1分で完了。お急ぎの方はお電話でも対応可能です。

