
เชี่ยวชาญเงื่อนไขการเชื่อมจุด! การตั้งค่าที่เหมาะสมที่สุดทั้งในด้านคุณภาพและประสิทธิภาพ
ผลผลิตไม่เพิ่มขึ้นง่ายๆ และแม้แต่ประสิทธิภาพการผลิตก็ลดลง ในสถานที่ทำงานเช่นนี้ การตั้งค่าการเชื่อมแบบจุดมักจะถูกกำหนดไว้เป็น "แนวทางปฏิบัติชั่วคราว"
แม้การปรับกระแสไฟหรือแรงดันเพียงเล็กน้อยก็ทำให้มีประกายไฟเพิ่มขึ้นและทำให้การเชื่อมมีเสถียรภาพได้ยาก
เพื่อทำลายวงจรอันโหดร้ายนี้และรักษาความแข็งแกร่งให้คงที่ขณะผลิต สิ่งสำคัญคือต้องปรับให้เหมาะสม "สามเงื่อนไขหลัก" บทความนี้จะอธิบายวิธีการดำเนินการนี้
สารบัญ [ซ่อน]
- 1.เข้าใจพื้นฐานของการเชื่อมจุด
- 1.1.การเชื่อมจุดคืออะไร?
- 1.2.เงื่อนไขหลักสามประการสำหรับการเชื่อมจุด
- 1.2.1.วิธีการตั้งค่ากระแสเชื่อม
- 1.2.2.จุดปรับแรงดัน
- 1.2.3ความสำคัญของเวลาเปิดเครื่อง
- 1.3.การเชื่อมจุดด้วยก้อนโลหะ
- 1.3.1.คำจำกัดความและบทบาทของ Nuggets
- 1.3.2. ปัจจัยที่มีผลต่อเส้นผ่านศูนย์กลางของก้อนโลหะ
- 2.การตั้งค่าและปรับสภาพการเชื่อมให้เหมาะสม
- 2.1.ใช้ตารางสภาพการเชื่อมจุด
- 2.2.การเลือกวัสดุเชื่อมและอิเล็กโทรด
- 2.2.1.ชนิดและคุณสมบัติของโลหะ
- 2.2.2.การเลือกวัสดุอิเล็กโทรด
- 2.2.3.ประเภทของรูปร่างปลายอิเล็กโทรด
- 3.สรุป
ทำความเข้าใจพื้นฐานการเชื่อมจุด
ในที่นี้ เราจะจัดระเบียบปฏิสัมพันธ์ระหว่างสามเงื่อนไขหลัก ได้แก่ กระแสในการเชื่อม เวลาในการเชื่อม และแรงดันในการเชื่อม โดยอิงตามกลไกของการเชื่อมจุด (การเชื่อมด้วยความต้านทาน) และอธิบายกระบวนการทั้งหมดที่นำไปสู่การสร้างก้อนโลหะในลักษณะที่เป็นระบบ
การเชื่อมจุดคืออะไร?
"การเชื่อมจุด" คือเทคนิคการเชื่อมโลหะ โดยการนำแผ่นโลหะมาประกบระหว่างขั้วไฟฟ้า แล้วส่งกระแสไฟฟ้าขนาดใหญ่ผ่านแผ่นโลหะเพื่อสร้างความร้อนเฉพาะจุด ทำให้เกิดการหลอมละลายและเชื่อมโลหะเข้าด้วยกัน สำหรับข้อมูลเพิ่มเติมเกี่ยวกับเทคนิคการเชื่อมนี้ โปรดดูบทความด้านล่าง
เงื่อนไขหลักสามประการสำหรับการเชื่อมจุด
เงื่อนไขหลักสามประการสำหรับการเชื่อมจุด (การเชื่อมแบบต้านทาน) คือ "กระแสเชื่อม (I)", "เวลาการใช้กระแส (t)" และ "แรงดัน (F)"
เงื่อนไขเหล่านี้กำหนดความเข้มข้นและการแพร่กระจายของความร้อนที่เกิดขึ้น ซึ่งจะกำหนดขนาดของก้อนแร่และสถานะของการแทรกซึมในที่สุด
หากสิ่งใดสิ่งหนึ่งอยู่นอกช่วงที่เหมาะสม จะทำให้เกิดข้อบกพร่อง เช่น การกระเด็นเพิ่มขึ้น การละลายไม่สมบูรณ์ และการลอก
วิธีการตั้งค่ากระแสเชื่อม
<แนวทางค่าปัจจุบันและวิธีการคำนวณ>
เพื่อทราบกระแสไฟฟ้าโดยประมาณสำหรับความหนาของแผ่นแต่ละแผ่นI=k×t^0.5-ฉัน:ปัจจุบัน,k:ค่าสัมประสิทธิ์ต:สูตรที่ใช้ในการคำนวณคือความหนาของแผ่น
สูตรนี้เป็นวิธีการที่ใช้งานได้จริงและมีประสิทธิผลซึ่งคำนึงถึงความจุของเครื่องเชื่อมและอายุการใช้งานของอิเล็กโทรดเพื่อให้กระแสไฟที่ต้องการไม่เพิ่มขึ้นอย่างกะทันหันแม้ว่าความหนาของชิ้นงานที่จะเชื่อมจะเปลี่ยนแปลงไปก็ตาม
<ความเสี่ยงจากกระแสไฟเกินและการตั้งค่าที่เหมาะสม>
หากกระแสไฟฟ้าแรงเกินไป จะเกิดการกระเด็นของโลหะ (โลหะกระเด็น) และโลหะหลอมเหลวจะเกาะติดกับอิเล็กโทรด ทำให้อายุการใช้งานสั้นลง เพื่อกำหนดค่ากระแสไฟฟ้าที่เหมาะสม ควรตรวจสอบเส้นผ่านศูนย์กลางของก้อนโลหะและปริมาณการกระเด็น พร้อมกับค่อยๆ เพิ่มกระแสไฟฟ้าขึ้นทีละน้อย
สามารถป้องกันข้อบกพร่องที่เกิดจากกระแสเกินได้โดยการตั้งค่าขีดจำกัดบนที่ 1kA เพิ่มเติมเหนือค่ากระแสที่เป็นไปตามเส้นผ่านศูนย์กลางก้อนขั้นต่ำที่ระบุในมาตรฐาน JIS
จุดปรับแรงดัน
หากแรงดันไม่เพียงพอ การกระจายตัวจะเพิ่มมากขึ้น และพื้นผิวจะมีโอกาสเกิดการไหม้ได้มากขึ้น
ในทางกลับกัน หากแรงดันสูงเกินไป ความต้านทานการสัมผัสจะลดลง ปริมาณความร้อนจะลดลง เส้นผ่านศูนย์กลางและการเจาะของก้อนโลหะที่ต้องการจะไม่เพียงพอ และความแข็งแรงในการเชื่อมจะไม่เสถียร
เมื่อสังเกตพื้นผิวรอยแตก หากคุณเห็น "วงแหวนคู่ที่มีขอบด้านนอกเป็นสีน้ำเงินไหม้และตรงกลางไม่ละลาย" แสดงว่ามีการกดทับที่มากเกินไป
อีกสิ่งหนึ่งที่ควรคำนึงถึงคือค่าที่ตั้งไว้และแรงดันจริงอาจไม่ตรงกันเสมอไป สำหรับปืนลมและปืนเซอร์โว อาจมีบางกรณีที่ค่าที่ตั้งไว้จริงคือ5.0kNแต่ ใช้ จริง เพียง 4.5kN เท่านั้น เงื่อนไขเหล่านี้สามารถทำได้โดยการวัดและบันทึกแรงดันด้วยเกจวัดแรงดัน แล้วป้อนค่าจริงกลับ
ความสำคัญของเวลาเปิดเครื่อง
เมื่อตั้งค่าเวลาการจ่ายไฟ คุณต้องระวังความถี่ที่บริเวณชายแดนแม่น้ำฟูจิในจังหวัดชิซูโอกะ
ภาคตะวันออก50เฮิรตซ์ในภูมิภาค1เนื่องจากระยะเวลาการทำงานที่ยาวนาน60 เฮิรตซ์สำหรับการตั้งค่าภูมิภาค×1.2สามารถคำนวณได้ง่ายๆ โดยแปลงเป็น
การลดเวลาในการจ่ายกระแสไฟฟ้าจะช่วยลดการเกิดประกายไฟและระยะเวลารอบการทำงาน แต่การจัดตำแหน่งที่ไม่ถูกต้องหรือความแตกต่างของความหนาของแผ่นจะเพิ่มความเสี่ยงที่จะไม่ละลาย ดังนั้นจึงเป็นสิ่งสำคัญที่จะต้องรักษาช่วงการทำงานให้เหมาะสม โปรดตรวจสอบสามประเด็นต่อไปนี้เป็นแนวทาง
เส้นผ่านศูนย์กลางของก้อนโลหะเป็นค่า JIS ล่าง + 0.5 มม. ขึ้นไป
ปริมาณการกระเด็นอยู่ในเกณฑ์ที่อนุญาต
อุณหภูมิของอิเล็กโทรดไม่ได้อยู่ในแนวโน้มขาขึ้น
เมื่อตรวจสอบเงื่อนไข ให้ปรับตามลำดับ “กระแส → แรงดัน → ระยะเวลาของกระแส” จากนั้นปรับระยะเวลาของกระแสให้ละเอียดที่สุด แล้วคุณจะเข้าใกล้เงื่อนไขที่เหมาะสมที่สุดได้โดยไม่ต้องลังเล
การเชื่อมจุดด้วยก้อนโลหะ
ก้อนโลหะ (Nugget) คือหัวใจสำคัญของการประเมินคุณภาพในการเชื่อมจุด แม้ว่าจะเป็นไปตามเงื่อนไขหลักสามประการ ความแข็งแรงของรอยเชื่อมก็จะไม่เกิดขึ้น หากเส้นผ่านศูนย์กลาง รูปร่าง และโครงสร้างภายในของก้อนโลหะไม่เป็นไปตามค่ามาตรฐาน ต่อไปนี้ เราจะอธิบายรายละเอียดเกี่ยวกับก้อนโลหะ วิธีการผลิต และวิธีการตรวจสอบ
ความหมายและบทบาทของนักเก็ต
ก้อนโลหะเป็นส่วนหนึ่งของการเชื่อมจุด ซึ่งโลหะจะละลายและแข็งตัว ทำให้ชิ้นงานที่เชื่อมติดกันแน่นหนา
นี่คือส่วนที่สำคัญที่สุดที่รองรับความแข็งแรงของชิ้นส่วนที่เชื่อม และเมื่อขึ้นรูปอย่างถูกต้องแล้ว ก็จะสร้างข้อต่อที่แข็งและแข็งแกร่งกว่าโลหะเดิม
เพื่อตรวจสอบคุณภาพการเชื่อม มาตรฐานอุตสาหกรรมญี่ปุ่น (JIS) และมาตรฐานอื่นๆ กำหนดขนาด (เส้นผ่านศูนย์กลาง) ของก้อนโลหะ และรูปร่าง (รูปร่างพื้นผิวแตกหัก) ของก้อนโลหะเมื่อลอกชิ้นงานที่เชื่อมออก

ปัจจัยที่มีผลต่อเส้นผ่านศูนย์กลางของก้อนทองคำ
เส้นผ่านศูนย์กลางของก้อนโลหะถูกกำหนดโดยปัจจัยหลายประการ ได้แก่ ความหนาของแผ่น เส้นผ่านศูนย์กลางปลายอิเล็กโทรด กระแสไฟฟ้า แรงดัน และระยะเวลาการใช้งานกระแสไฟฟ้า ในการใช้งานในระยะยาว การสึกหรอของอิเล็กโทรดย่อมนำไปสู่การเพิ่มขนาดเส้นผ่านศูนย์กลางปลายอย่างหลีกเลี่ยงไม่ได้ การผสมผสานการแต่งผิวเป็นระยะและฟังก์ชันการติดตามกระแสไฟฟ้าอัตโนมัติ(ฟังก์ชันกระแสคงที่)ช่วยลดความผันแปรของเส้นผ่านศูนย์กลางของก้อนโลหะ
[ตัวอย่างความแตกต่างเนื่องจากวัสดุ]
・อะลูมิเนียม: เนื่องจากมีคุณสมบัตินำความร้อนสูง ความร้อนจึงมีแนวโน้มที่จะแพร่กระจายแม้ว่ากระแสไฟจะเพิ่มขึ้น ดังนั้นกระแสไฟจึงมีแนวโน้มที่จะไหลได้นานขึ้น
- เหล็กกล้าแรงดึงสูง: สร้างความร้อนได้ง่าย และหากเพิ่มกระแสไฟมากเกินไป ก็มีแนวโน้มที่จะระเบิดได้ ดังนั้นการปรับแรงดันจึงเป็นสิ่งสำคัญ
การตั้งค่าและเพิ่มประสิทธิภาพเงื่อนไขการเชื่อม
ในการเชื่อมจุด จำเป็นต้องกำหนดเงื่อนไขที่ตรงกับลักษณะของวัสดุและความหนาของแผ่น
การกำหนดค่ามาตรฐานตามตารางเงื่อนไขและการเลือกวัสดุและรูปร่างปลายที่ถูกต้อง จะทำให้ได้คุณภาพที่เสถียรและการผลิตที่มีประสิทธิภาพ
การใช้ตารางสภาพการเชื่อมจุด
ตารางสภาพการเชื่อมแสดง “ค่าการตั้งค่าโดยประมาณที่จะลองก่อน” ตามความหนาและประเภทของแผ่น
เงื่อนไขที่แนะนำของ RWMA คืออะไร?
ตารางเงื่อนไขที่แนะนำซึ่งเผยแพร่โดย Resistance Welding Manufacturers Association (RWMA) เป็นตัวอย่างทั่วไปของเงื่อนไขที่ผู้ผลิตหลายรายอ้างอิงถึงเป็นอันดับแรก
คอลัมน์แนวตั้งของตารางแสดงความหนาของแผ่นโลหะ ส่วนแกนนอนแสดงกระแสเชื่อม รอบการเชื่อม และแรงดันอิเล็กโทรด การตั้งค่าเงื่อนไขกลางเหล่านี้ (คลาส B) เป็นค่าเริ่มต้นในขั้นตอนการสร้างต้นแบบ จะช่วยป้องกันการซ่อมใหญ่ได้ โปรดทราบว่าประสิทธิภาพความร้อนขาเข้าจะแตกต่างกันไปขึ้นอยู่กับว่าแหล่งจ่ายไฟเป็นแบบอินเวอร์เตอร์หรือแบบไฟฟ้ากระแสสลับเฟสเดียว ดังนั้นผลลัพธ์ที่ได้จึงอาจแตกต่างกันไปแม้จะใช้ค่ากระแสไฟฟ้าเท่ากัน
กระดาน | อิเล็กโทรด | ที่สุด | ที่สุด | เงื่อนไขที่ดีที่สุด (คลาส A) | สภาพปานกลาง (คลาส B) | สภาวะปกติ (คลาส C) | |||||||
ม. | ม. | เวลา | แคนาดา | ไฟฟ้า | เวลา | แคนาดา | ไฟฟ้า | เวลา | แคนาดา | ไฟฟ้า | |||
0.4 | 3.2 | 12 | 8 | 10 | 4 | 120 | 5400 | 8 | 75 | 4400 | 20 | 40 | 3500 |
0.5 | 3.5 | 12 | 9 | 11 | 5 | 135 | 6000 | 10 | 90 | 5000 | 23 | 45 | 3900 |
0.6 | 4.0 | 12 | 10 | 11 | 6 | 150 | 6600 | 12 | 100 | 5500 | 26 | 50 | 4300 |
0.8 | 4.5 | 12 | 12 | 11 | 8 | 175 | 8000 | 16 | 120 | 6400 | 32 | 70 | 5000 |
1.0 | 5.0 | 12 | 18 | 12 | 10 | 220 | 9000 | 20 | 150 | 7200 | 36 | 85 | 5600 |
1.2 | 5.5 | 12 | 20 | 14 | 12 | 275 | 10000 | 23 | 175 | 8000 | 42 | 100 | 6100 |
1.4 | 6.0 | 12 | 24 | 15 | 14 | 320 | 10800 | 26 | 200 | 8600 | 46 | 120 | 6600 |
1.6 | 6.3 | 13 | 27 | 16 | 16 | 370 | 11600 | 30 | 230 | 9200 | 52 | 135 | 7100 |
1.8 | 6.7 | 16 | 31 | 17 | 18 | 430 | 12500 | 33 | 260 | 9800 | 54 | 155 | 7600 |
2.0 | 7.0 | 16 | 35 | 18 | 20 | 480 | 13200 | 38 | 300 | 10400 | 60 | 175 | 8000 |
2.3 | 7.6 | 16 | 40 | 20 | 24 | 570 | 14400 | 43 | 330 | 11000 | 65 | 200 | 8600 |
2.8 | 8.5 | 16 | 45 | 21 | 28 | 700 | 16000 | 52 | 430 | 12400 | 76 | 230 | 9500 |
3.2 | 9.0 | 16 | 50 | 22 | 32 | 820 | 17400 | 60 | 480 | 13200 | 84 | 285 | 10200 |
การเลือกใช้วัสดุเชื่อมและอิเล็กโทรด
เราจะจัดระเบียบเกณฑ์การเลือกที่รองรับการกำหนดเงื่อนไขโดยพื้นฐานจากสามมุมมอง: คุณสมบัติของวัสดุ วัสดุอิเล็กโทรด และรูปร่างปลาย
ประเภทและคุณสมบัติของโลหะ
อะลูมิเนียม: มีคุณสมบัตินำความร้อนสูงและระบายความร้อนได้ง่าย ดังนั้น นอกเหนือจากการเพิ่มกระแสไฟแล้ว ยังสามารถตั้งค่าเวลาการไหลของกระแสไฟได้โดยละเอียดอีกด้วย
ทองแดง: มีความต้านทานต่ำและมีการกระเด็นน้อย แต่มีแนวโน้มที่จะเกิดการกระเด็นได้หากแรงดันไม่เพียงพอ
ไททาเนียม: มีพื้นผิวที่ใช้งานได้ และเมื่อฟิล์มออกไซด์หนาขึ้น ก็จะยับยั้งการนำไฟฟ้า ดังนั้นจึงต้องใช้แรงดันสูงและบรรยากาศเฉื่อย
วิธีการเลือกวัสดุอิเล็กโทรด
คลาสของวัสดุอิเล็กโทรด RWMAจะถูกจัดตามความสมดุลระหว่างสภาพนำไฟฟ้าและความแข็ง
ยิ่งความแข็งของพื้นผิวสูงขึ้น การสึกหรอของอิเล็กโทรดก็จะช้าลง แต่ความร้อนที่เกิดขึ้นจะเพิ่มขึ้นเมื่อสภาพนำไฟฟ้าลดลง ดังนั้น จำเป็นต้องเสริมการออกแบบการระบายความร้อนเพื่อรักษาคุณภาพการเชื่อม
[ตัวอย่างการเลือกอิเล็กโทรด]
เหล็กกล้าแรงดึงสูง: เหล็กกล้าแรงดึงสูงได้รับการเลือกให้มีความสำคัญสูงเนื่องจากการสึกหรอของอิเล็กโทรดที่รวดเร็ว
อะลูมิเนียม: เนื่องจากการสร้างความร้อนที่ไม่เพียงพออาจเป็นปัญหาได้ จึงให้ความสำคัญกับการนำไฟฟ้าเป็นหลัก (ประเภทรัศมีเป็นเรื่องปกติ)
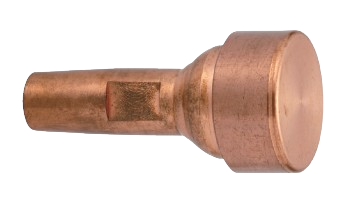
ประเภทของรูปร่างปลายอิเล็กโทรด
"รูปแบบ": รูปแบบและชื่อของปลายอิเล็กโทรดจะแตกต่างกันไปขึ้นอยู่กับผู้ผลิต
"F": ประเภทแบน
รูปทรงแบนราบช่วยลดรอยบุบบนชิ้นงานเชื่อม

"R": ประเภทรัศมี
รูปทรงโดมอ่อนไหวซึ่งพื้นผิวเชื่อมจะกัดเข้าไปในวัสดุฐานเมื่อมีกระแสไฟฟ้าไหล
"D": รูปทรงโดม
เมื่อเปรียบเทียบกับรัศมี โดมจะมีมุมที่แหลมกว่า ส่งผลให้พื้นที่สัมผัสมีขนาดเล็กลงและมีการรวมกระแสที่ดีเยี่ยม

"CF": รูปทรงสี่เหลี่ยมคางหมูทรงกรวย
ปลายทรงกรวยที่มีพื้นผิวเชื่อมแบบแบน
"CR": รัศมีรูปสี่เหลี่ยมคางหมูทรงกรวย
ปลายทรงกรวยมีพื้นผิวเชื่อมรูปโดมที่อ่อนโยน
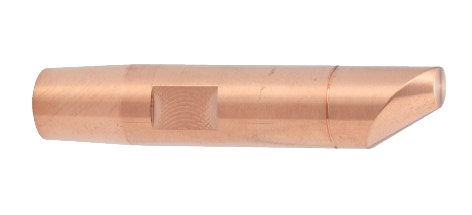
"E": ประเภทประหลาด
รูปทรงที่เพิ่มความสะดวกในการตีเมื่อต้องการตีที่ด้านหลังสุดของชิ้นงาน เช่น เมื่อต้องเชื่อม
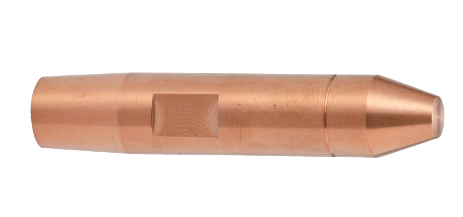
"P": ประเภทจุด
รูปทรงที่มักใช้ในบริเวณที่มีพื้นที่เชื่อมแคบ
ปลายหมุน
พื้นผิวสัมผัสเรียบและคอเคลื่อนไหวได้อย่างราบรื่น ปรับให้เข้ากับชิ้นงาน
สรุป
ในบทความนี้ เราได้อธิบายเกี่ยวกับการตั้งเงื่อนไขสำหรับการเชื่อมจุดดังต่อไปนี้
・สามเงื่อนไขหลักสำหรับการเชื่อมจุด
・ก้อนโลหะเชื่อมจุด
・การปรับสภาพการเชื่อมให้เหมาะสม
・การเลือกวัสดุเชื่อมและอิเล็กโทรด
หากคุณประสบปัญหาในการตั้งค่าเงื่อนไขการเชื่อมจุด การเลือกอิเล็กโทรด หรือการเลือกเครื่องเชื่อม โปรดติดต่อ Daido Kogyo!




