什麽是金屬鋸?關於材質和刀型的解說!
「什麽是金屬鋸?」「選什麽材質好呢?」「什麽是最好的刀片類型?」從事金屬切割加工的人可能都會有這樣的疑問。
在本文中,我們將全面解釋切割刀片的材料特性,主要刀片類型的差異,以及影響金屬鋸切割機性能的間距選擇提示。
目錄隱藏
- 1.什麽是金屬鋸?
- 2.關於金屬鋸的材質
- 3.關於切割金屬鋸
- 4.關於金屬鋸的刃型
- 4.1.高低刃 (HZ·C)
- 4.2.交替刃 (Chidori、BW、倒角)
- 4.3.槽刃 (槽口·CB·BN)
- 5.關於螺距的選擇
- 6.關於SZ (每個刀片的切入量)
- 7.關於金屬鋸角度
- 8.關於塗層
什麽是金屬鋸?
金屬鋸是用金屬制成的圓盤鋸,用於切割。
各部位有如下名稱。
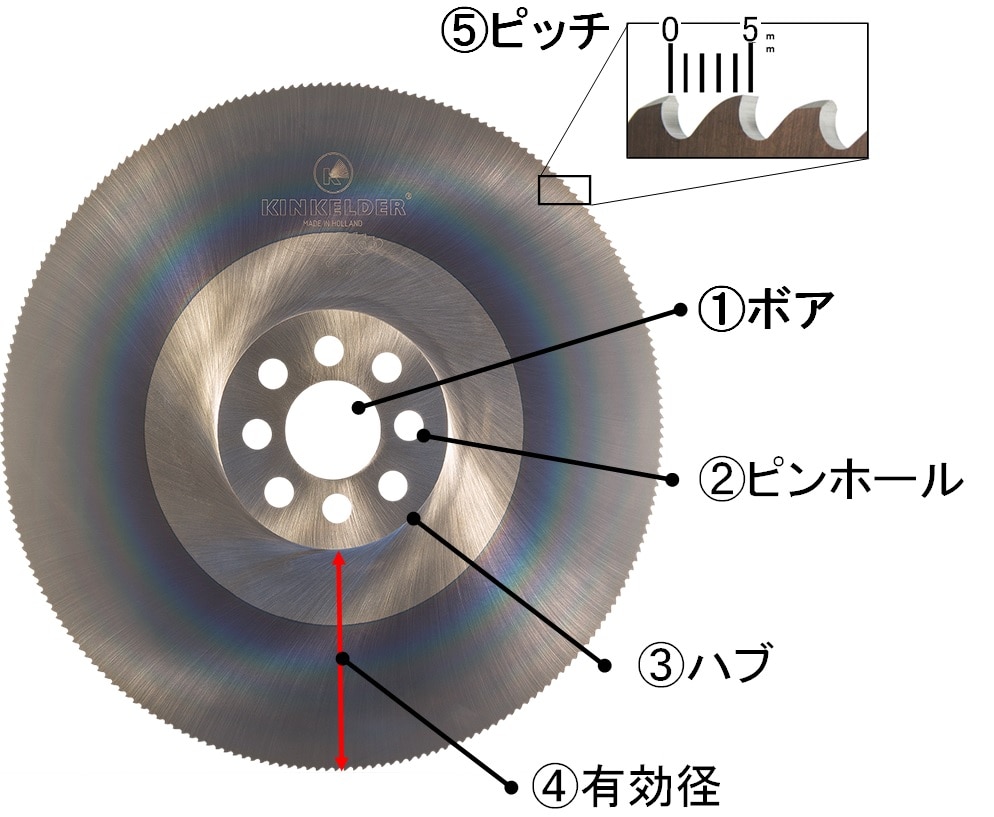
(1) 毛邊
連接切斷機器的孔部。直徑 (大小) 因機械制造商、機型而異。
鏜孔直徑以32h (鏜孔直徑32mm)、50 h (鏜孔直徑50mm) 表示。
(2) 針孔
與切斷機器連接時的輔助孔部。
針孔的數量、直徑 (大小) 因機械制造商、機種而異。
(3) 輪轂
與切斷機器連接時,與機器接觸的中心端面。
(4) 有效直徑
可切斷。每次研磨都會減少。
(5) 螺距
表示鋸片的刀尖與刀尖之間的長度。在上圖中,間距表示為5mmP5。
用金屬鋸表現型式時,用
315Φ (外徑) ×2.5t (厚度) ×32h (鏜孔直徑) ×P5 (或刃數) +刃型
等表示,各有含義。
關於金屬鋸的材質
被稱為金屬鋸的高速鋼(high-speedsteel)是為了彌補工具鋼在高溫下的耐軟化性差,作為可實現更高速切削金屬材料的工具材料而開發的鋼。也稱為高速工具鋼。
“高速鋼”的稱呼是“高速鋼”的縮略語,另外,簡記為HSS的高速鋼是為了提高高溫下的硬度和耐軟化性,在鋼中大量添加鉻、鎢、鉬、釩等金屬成分,實施淬火等熱處理後,研磨成形而使用的。
與超硬合金相比,雖然耐磨損性較差,但韌性較強,在實現更高速切削的今天,通過粉末冶金法實現了組織的微細化和更高的合金化。
“燒結高速 (工具) 鋼” (粉末高速鋼)、通過物理氣相沉積 (PVD) 法在表面形成氮化鈦 (TiN) 等高耐磨性被膜的形成在硬質合金中,包括這些,用於在韌性不足的區域進行金屬加工的工具,主要用作鉆頭,立銑刀和金屬鋸片的材料。
另外,添加了鈷的高速鋼被特別稱為“鈷高絲”,其回火抵抗性及高溫硬度更高,在加工時會在高溫下的不銹鋼開孔等場合使用。
日本工業標準 (JIS) 中規定了13種高速鋼為“JIS G4403”。其中,高速鋼由編號之前的符號“SKH”標識,分別為鋼,Kougu (工具) 和高速的首字母縮寫。
摘自維基百科
請記住金屬鋸的材質有HSS (高斯)和鈷高斯。在外國叫做M2 M35。
關於切割金屬鋸
下圖顯示了金屬鋸的刀尖是如何進入材料的。
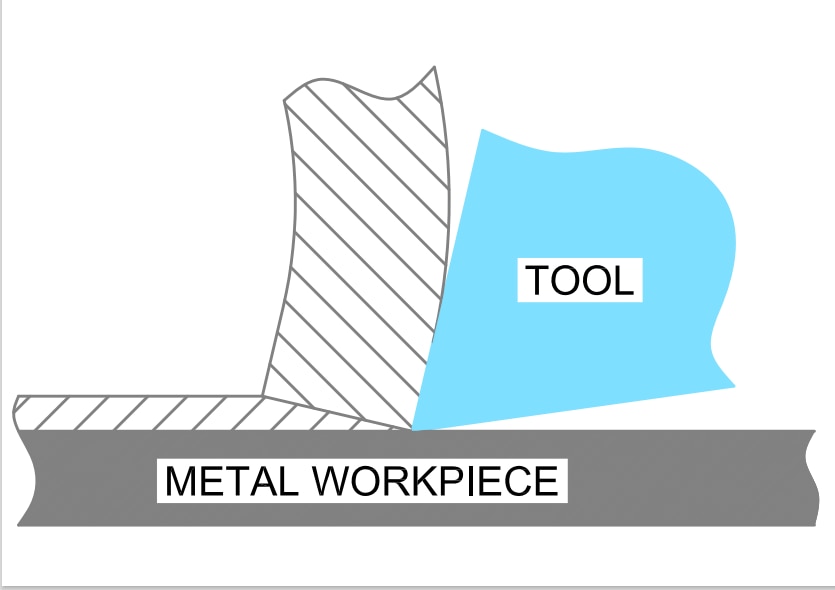
※摘自Kinkelder公司的材料
從該圖中可以看出,金屬鋸的刀尖咬入材料(切削)、
制造切屑並通過摩擦產生熱量的是金屬鋸切斷。
※通過上述工序,金屬鋸刀刃上會發生磨損。
關於金屬鋸的刀型
我來介紹金屬鋸有代表性的3種刀型。
高低刃 (HZ·C)
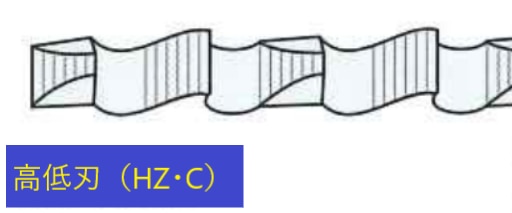
金屬鋸的基本刃型。
被切割材:適用於無痕或厚壁材
切削阻力:小 (2刃切屑3份)
表面粗糙度:粗間距:4以上
備註:對應難切削材料
交替刀片 (Chidori、BW、倒角)

薄壁管等基本款式。
被切割材料:面向薄壁管材
切削阻力:中 (鋸片的2/3)
表面粗糙度:細間距:3~4
備註:面向低旋轉・手動機
槽刃 (槽口·CB·BN)
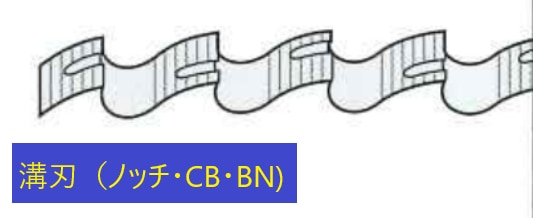
這裡是最新技術。
被切割材:薄壁管材等
切削阻力:大 (1刃切屑2份)
表面粗糙度:細間距:4~9
備註:面向自動機械的高速旋轉切割面很漂亮
※需要機械剛性塗層不適合角度切割 (如果角度切割沒有問題,可以使用)
這3種刃型是基本,重視表面粗糙度,在無垢材料中也有使用槽刃等的實績,上述以外的刃型 (例如不等間距等) 的技術探索也很盛行。
※金屬鋸的使用極限和無法切割的判斷標準因用戶而異,因此最終基本是在實際切割測試的基礎上決定用戶專用的刀型。
本公司支持那個判斷基準的確立。

關於螺距選擇
※重要的是檢查切斷長度※
切斷長度是刀具切入材料時最長的切削距離。
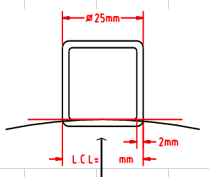
※來自Kinkelder公司的材料
上圖顯示了本公司的卡爾滕巴赫切割機從下往上切削方管時的情況,圖中顯示了方管底部切斷長度 (刀具相對於材料切削的最長距離) 變長的部分。
必須以對該1號刀刃施加負荷的切斷長度為基準,確定刀具的間距 (刃數)。
為什麽必須針對切斷長度選擇節距 (刃數)?
如果一個刀刃相對於切斷長度從下方切入,同時向上推進進行切削時,會產生材料切屑和熱。
該材料的切粉會產生負荷,對刀刃產生磨損,左右鋸片的消耗。
另外,由於刀具在整個切斷長度內一邊切入一邊前進,因此切屑也會在切斷長度內產生。
切屑像彈簧一樣卷起來被稱為刀底的部分卷起來。
您也許可以想象,對於較長的切割長度,較小的間距會堵塞 (切屑堆積在刀底),相反,對於較短的切割長度,較大的間距不會提高切削效率。
而且,切粉量也會根據SZ的值而變化,所以我們也必須考慮這個。因此,有必要根據切割,切割機器和刀具選擇適當的間距。
例如,本公司根據上述情況,以螺距的選擇過程為例,對刀片的負荷 (標記為SZ=1個刀片的切入量) 取決於被切割材料和切割設備,假設使用Kinkelder公司的高科技鋸片、高剛性自動切割設備 (周速150m/min),以1個刀片的切入量SZ=0.08mm的負荷計算,50見方的2.3t管道的螺距可計算為10。
※計算的詳細內容由於篇幅的關係就割愛了。根據切斷機器的周速,螺距的想法也會發生變化,本公司將提供支持。
關於SZ (每個刀片的切入量)
※因使用的機器而異。
所謂切入量是指每1個刀刃需要切削多少,這可以說與刀袋 (刀底) 和切斷長度相關(俗稱堵塞) 。
另外,也受切斷機械的剛性影響,手動動機小,高剛性機械設定高。另外,有時也會根據刀具的厚度和刀具的側面形狀 (POWER形狀) 等設定得較高。
基本上從磨損的觀點出發,手動機等切斷時的進位在人力等情況下最小設定為0.03mm,使用卡爾滕巴赫切斷機等以較低速通過油壓進給進行重切削時,有時也設定為0.13mm左右。
此外,我們還需要根據要切割的材料改變SZ的思維方式。
(非鐵=高彈簧鋼=低) 。

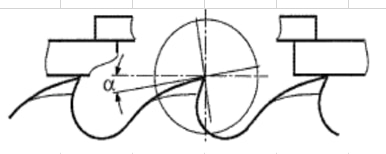
關於金屬鋸角度
※如果你改變它,切割結果可能會改變?
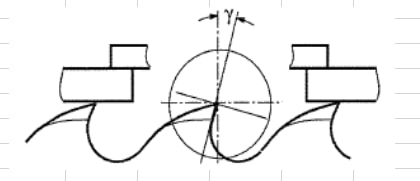
γ:擠壓角度根據形狀及材質變化
鐵基本:18度 (Kinkelder公司推薦) 鋁等:25度
※參考400~500N/mm2管
最好考慮刀片從機器的哪個位置進入材料。各公司各有不同 (進入角度、擺動及直線前進)。
通常情況下,切割材料越硬,角度越小的方向 (從切削變為剪切) *接近切削器切割 (需要剛性和扭矩)
鐵基本款:8度 (Kinkelder公司推薦) 鋁:12度
※參考400~500N/mm2管材
最好考慮刀片從機器的哪個位置進入材料。每家公司都有差異 (進入角度,擺動和直線前進) 。
一般來說,被切割材料越硬,角度越小。
從上述削尖的話容易咬進去容易缺損,變粗的話雖然結實但是很難切。可以這麽說。
關於塗層
最近,刀具也有黑色的和金色的吧?
為什麽要塗塗層,有3個目的。
提高鋸片的耐磨性
① 塗層提高表面硬度(1,500~3,500HV)
參考硬度
HSS:760~840HV TCT (超硬碳化鎢) :1400HV左右
② 平滑表面,減少刀尖和整體的摩擦阻力
③ 減少切斷時產生的對鋸板的熱害
④ 鋸片表面的抗氧化
提高工作效率
① 可以快速切斷→可以加快速度。可以增加切入量
② 通過減少刀尖磨損延長壽命
③減少毛刺發生
④ 可減少切削油等
提高成本和工作效率
① 每小時產量增加
② 減輕機械負擔
③ 延長壽命降低能耗(特別是減少拋光次數)
④ 通過減少毛刺改進毛刺清除工作
⑤ 鋸片更換時間等的減少
⑥ 通過減少切削油減少消耗費用和改善工作環境
鍍膜的鋸片價格也很高,但如果延長使用壽命,特別是再研磨的金屬鋸,研磨次數✖延長的條數可以削減費用。
最後,有人說,只要改用高科技鋸,切割成本就會減半。
我們公司會試算一次,請叫我。
感謝您閱讀到最後。
可通過下方的按鈕免費下載金屬鋸的商品目錄。