
Was ist ein Kreissägeblatt? Wir erklären sichere Schnittbedingungen und wie man das richtige Sägeblatt auswählt.
Ein Kreissägeblatt ist ein Schneidwerkzeug, das aus einer scheibenförmigen Grundplatte (Grundmetall) mit daran befestigten, gehärteten Schneidkanten aus Hartmetall oder einem ähnlichen Material besteht. Diese spezielle Konstruktion ermöglicht schnelles und präzises Schneiden verschiedenster Materialien wie Holz, Metall und Kunststoff. Um jedoch optimale Leistung zu erzielen und einen sicheren und effizienten Betrieb zu gewährleisten, ist die Auswahl des passenden Sägeblatts und die korrekte Einstellung der Schnittbedingungen unerlässlich.
Dieser Artikel bietet eine klare Erklärung aller Grundlagen von Kreissägeblättern, von der optimalen Auswahlmethode für verschiedene Materialien über die Einstellung der Schnittbedingungen für optimale Qualität und Sicherheit bis hin zu konkreten Maßnahmen gegen häufig auftretende Probleme auf der Baustelle. Bitte lesen Sie ihn bis zum Ende und nutzen Sie die Informationen zu Ihrem Vorteil in Ihrer täglichen Arbeit.
>> Prüfen Sie, welche Maschine und welche Schnittbedingungen für jeden Sägeblatttyp geeignet sind.
Inhaltsverzeichnis [versteckt]
- 1.Was ist ein Kreissägeblatt? Erklärung seiner grundlegenden Struktur und Verwendungsmöglichkeiten.
- 1.1.Grundlegender Aufbau und Materialien eines Kreissägeblatts
- 1.2.Unterschiede zwischen industriellen Anwendungen und Freischneideranwendungen (Rasentrimmer).
- 2.So wählen Sie das richtige Kreissägeblatt aus | Schränken Sie Ihre Auswahl nach Anwendung und Größe ein
- 2.1.① Wählen Sie anhand des zu schneidenden "Materials" (z. B. Holz, Metall, Harz usw.).
- 2.2.② Wählen Sie anhand der zu verwendenden "Schneidemaschine".
- 2.3.③ Die "Größe" (Außendurchmesser, Innendurchmesser, Klingendicke) anpassen
- 2.4.④ Die Schneidkante und die Arbeitsgeschwindigkeit werden mithilfe der „Zähnezahl (P-Zähler)“ eingestellt.
- 3.Schnittbedingungen, die sowohl Sicherheit als auch Qualität gewährleisten.
- 3.1.[Referenzbedingungen] Aluminium und Nichteisenmetalle
- 3.2.[Referenzbedingungen] Eisenrohre, Edelstahlrohre
- 4.Ursachen von Problemen im Zusammenhang mit Kreissägeblättern
- 4.1.Die Klingenspitze splittert ab oder nutzt sich schnell ab.
- 4.2.Die Schnittfläche ist rau, weist Grate auf oder ist schräg geschnitten.
- 4.3.Es treten ungewöhnliche Schneidgeräusche oder Vibrationen auf.
- 5.Zusammenfassung_
Was ist ein Kreissägeblatt? Erklärung seiner grundlegenden Struktur und Verwendungsmöglichkeiten.
Ein Kreissägeblatt ist ein Schneidwerkzeug, bestehend aus einer scheibenförmigen Stahlgrundplatte mit kleinen, aus Hartmetall oder einem ähnlichen Material gefertigten Spitzen, die auf den Umfang gelötet sind. Seine Anwendungsgebiete sind äußerst vielfältig und reichen von der Holzbearbeitung, wie dem Schneiden von Holz und Sperrholz auf Baustellen, bis hin zur Metall- und Kunststoffverarbeitung in Fabriken. Insbesondere beim Schneiden von Metallen wie Aluminium, Eisen und Edelstahl kommen spezielle Kreissägeblätter zum Einsatz, die auf die Materialeigenschaften abgestimmt sind. Dadurch sind sie unverzichtbare Werkzeuge an Arbeitsplätzen, an denen präzise Bearbeitung erforderlich ist.
Grundaufbau und Materialien eines Kreissägeblatts
Die Schnittleistung, Lebensdauer und Sicherheit eines Kreissägeblatts werden im Wesentlichen durch drei Hauptkomponenten bestimmt: die Leiterplatte, die Schneidkante und den Schnittspalt.
Substrat Der Sägeblattkörper ist für die Gesamtsteifigkeit verantwortlich. Material und Präzision der Wärmebehandlung beeinflussen direkt den Rundlauf und die Vibrationen beim Schneiden und bestimmen die Schnittgenauigkeit.
Schneidespitze Dabei geht es um das eigentliche Schneiden von Werkstoffen. Zu den hauptsächlich verwendeten Werkstoffen gehören Hartmetalllegierungen und Cermets.
Schlitz Dünne Rillen im Substrat absorbieren und reduzieren Vibrationen und Geräusche, die beim Schneiden entstehen. Außerdem verringern sie die Wärmeausdehnung des Substrats durch Reibungswärme.
Es spielt auch eine Rolle bei der Absorption von Spannungen und der Verhinderung von Verformungen der Leiterplatte.
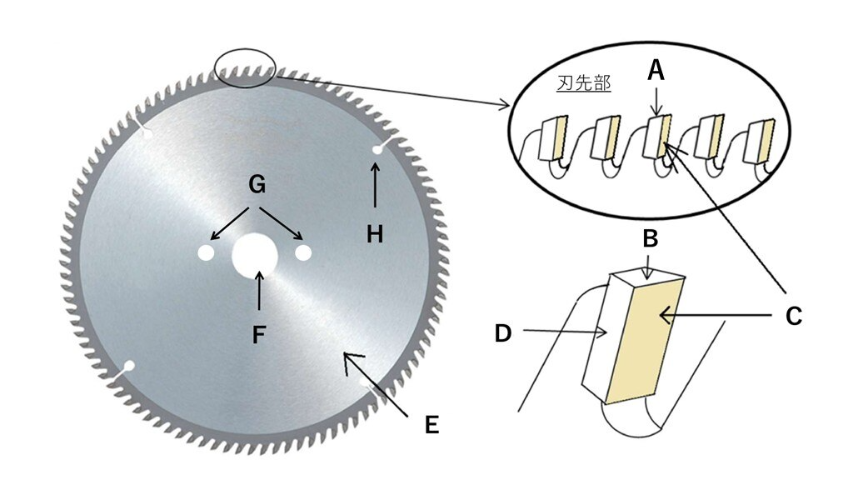
[Name des jeweiligen Teils]
Symbol | A | B | C | D | E | F | G | H |
Name | Schneidespitze | Oberseite | Gequetschte Oberfläche | Seite | Substrat | Zentralhalle | Lochkamera | Schlitz |
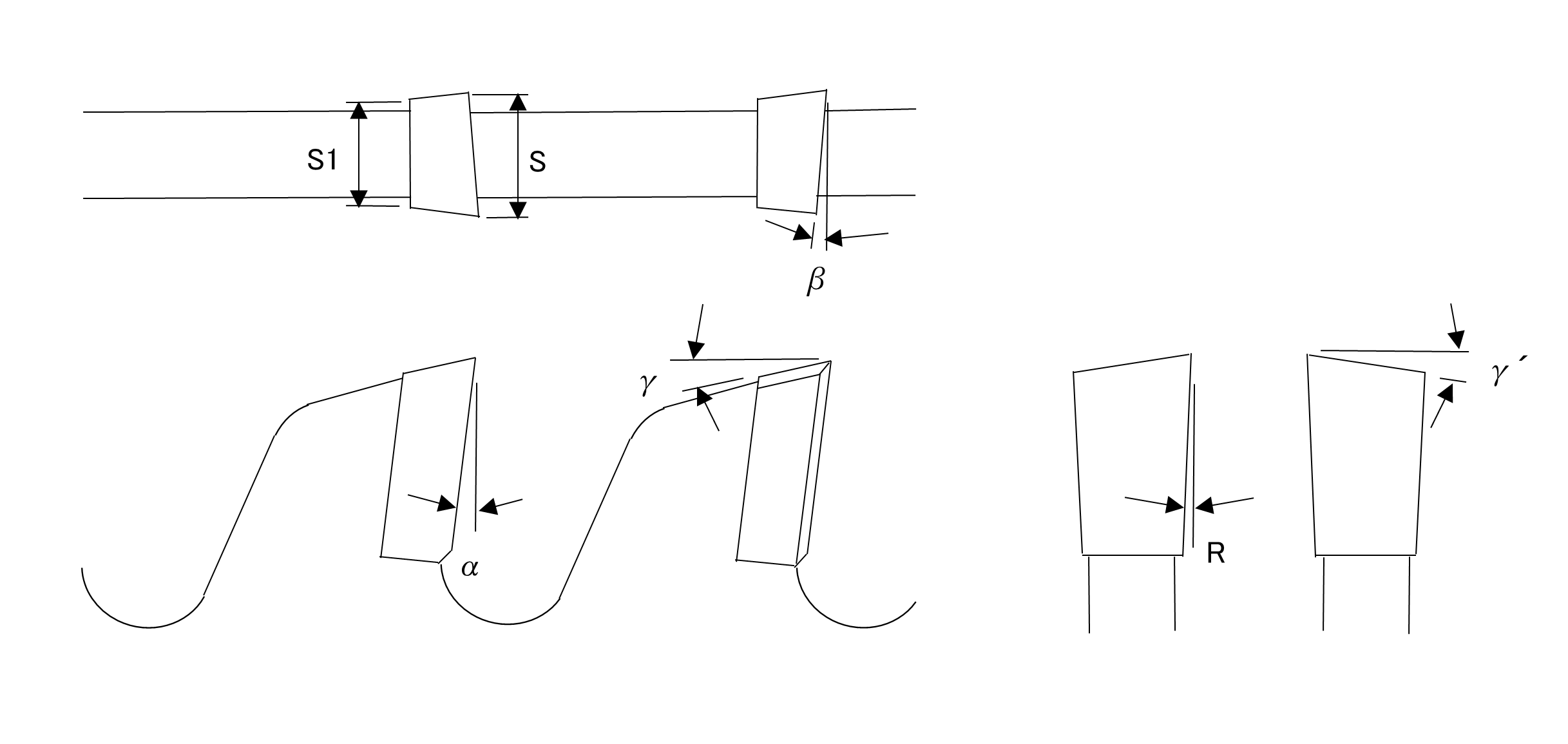
[Name des Schneidkantenwinkels]
Symbol | α (°) | β(°) | γ (°) | γ′(°) | R (°) | S-S1 (mm) |
Name | Neigungswinkel | Vorlaufwinkel | zweite Ecke | Zweite Fluchtecke | Radialwinkel | Tangente |
[Materialien der einzelnen Teile]
Material | Merkmale | |
Substrat | SKS-Material aus legiertem Werkzeugstahl | Es besteht hauptsächlich aus Kohlenstoff (C) mit geringen Mengen an Nickel (Ni) und Chrom (Cr) und weist eine bessere Härtbarkeit als SK-Material auf. |
Kohlenstoff-Werkzeugstahl SK-Material | Es werden fast keine anderen metallischen Elemente als Kohlenstoff (C) hinzugefügt. Seine Härtbarkeit ist geringer als die von SKS-Material. | |
Schneidespitze | Hartmetalllegierung | Hauptsächlich werden Partikel wie TaC (Tantalcarbid), WC (Wolframcarbid) und TiC (Titancarbid) mit Co (Kobalt) kombiniert. |
Cermet | Dieses Metall wird hauptsächlich durch Sintern von TiN- (Titannitrid) und TiC-Partikeln (Titancarbid) mit Co (Kobalt) oder Ni (Nickel) als Bindemittel hergestellt. Es weist eine ausgezeichnete Hitzebeständigkeit in Hochtemperaturumgebungen auf und wirkt thermischem Verschweißen und Verschleiß entgegen. |
Unterschiede zwischen Industrie- und Freischneidern (Rasentrimmern)
Industrielle Kreissägeblätter werden hauptsächlich in Fabriken und auf Baustellen eingesetzt, um verschiedene Materialien wie Metall, Holz und Kunststoff präzise zu schneiden. Um eine hohe Schnittgenauigkeit und eine saubere Schnittfläche zu erzielen, werden die Blattform (Schneidenform), die Zähnezahl und das Material der Schneide je nach Material optimiert.
Freischneiderklingen hingegen werden zum Schneiden von Unkraut und Zweigen in Gärten und auf landwirtschaftlichen Flächen eingesetzt. Hierbei stehen Sicherheit und Robustheit gegenüber Stößen durch Hindernisse wie Steine sowie eine leichte Bauweise für effizientes Mähen großer Flächen im Vordergrund, nicht die Schnittgenauigkeit. Sie zeichnen sich häufig durch weniger Klingen und stoßfeste Spitzen aus.
Dieser Artikel erklärt, wie man Kreissägeblätter auswählt und verwendet, die hauptsächlich in Fabriken und auf Baustellen zum Einsatz kommen, und geht auf die Schnittbedingungen ein.
So wählen Sie das richtige Kreissägeblatt aus | Schränken Sie Ihre Auswahl nach Anwendung und Größe ein |
Die Wahl des optimalen Sägeblatts ist entscheidend, nicht nur um die Effizienz der Schneidvorgänge zu steigern, sondern auch um eine gleichbleibende Produktionsqualität zu gewährleisten, Kosten zu senken und die Sicherheit zu erhöhen. Die Verwendung eines ungeeigneten Sägeblatts, das nicht zum zu schneidenden Material passt, kann zu schlechter Schnittleistung, einer deutlich verkürzten Standzeit und im schlimmsten Fall zum Bruch des Sägeblatts führen, was einen schweren Unfall und eine Gefährdung des Arbeiters zur Folge haben kann.
Indem Sie diese vier Schritte der Reihe nach durchgehen, verstehen und üben, können Sie aus der Vielzahl der verfügbaren Sägeblätter das perfekte Sägeblatt auswählen.
① Wählen Sie anhand des zu schneidenden "Materials" (Holz, Metall, Kunststoff usw.).
Der erste wichtige Schritt bei der Auswahl eines Kreissägeblatts besteht darin, zu bestimmen, "was Sie schneiden werden".
Kreissägeblätter gibt es in vielen verschiedenen Ausführungen, darunter solche für Holz-, Metall- und Kunststoffbearbeitung, um den unterschiedlichsten Materialien gerecht zu werden. Gerade bei der Metallbearbeitung können die Eigenschaften selbst innerhalb desselben Metalls stark variieren, weshalb die Auswahl des optimalen Kreissägeblatts entscheidend ist.
Aluminium und Kupfer (Nichteisenmetalle) Für eine verbesserte Spanabfuhr wird eine Konstruktion mit großem Spanwinkel empfohlen. Um ein Verschweißen der Schneidkante zu verhindern, wird eine Fluorbeschichtung oder ein ähnliches Material empfohlen.
Hartmetallspitzen mit exzellenter Oberflächenbehandlung und Schweißbeständigkeit sind effektiv.
Eisen und Baustahl Um die Wärmeentwicklung beim Schneiden zu unterdrücken und die Gratbildung zu reduzieren, ist es mit einer Hartmetallspitze ausgestattet, die einen geeigneten Spanwinkel sowie eine hohe Verschleiß- und Schlagfestigkeit aufweist.
Ein Kreissägeblatt ist ideal.
Edelstahl Der Spanwinkel ist klein gewählt, um die Kaltverfestigung zu unterdrücken und gleichzeitig die Festigkeit der Schneidkante zu erhalten. Zudem weist das Werkzeug eine hohe Hitzebeständigkeit und Verschleißfestigkeit auf, die hohen Belastungen standhält.
Ein hochwertiges Spitzenmaterial ist ideal.
② Wählen Sie anhand der "Schneidemaschine", die Sie verwenden werden.
Im zweiten Schritt wählen Sie ein Produkt, das mit den Spezifikationen der von Ihnen verwendeten Schneidemaschine kompatibel ist.
Da ein Kreissägeblatt nicht von selbst funktioniert und immer an einer Schneidemaschine befestigt werden muss, ist die Kompatibilität mit der Maschine von entscheidender Bedeutung.
Maximal nutzbarer Außendurchmesser Die Verwendung eines Sägeblatts mit nicht spezifizierter Größe führt zu einer Behinderung der Sicherheitsabdeckung, wodurch deren Montage verhindert wird und die erforderliche Schnittgeschwindigkeit nicht erreicht werden kann.
Es besteht das Risiko, dass das System nicht wie beabsichtigt funktioniert.
Empfohlene Drehzahl (Umfangsdrehzahl) Wenn die Drehzahl der Schneidemaschine die maximal zulässige Drehzahl des Sägeblatts überschreitet, bricht dieses aufgrund der Zentrifugalkraft bei hohen Drehzahlen.
Fragmente können sich verstreuen.
③ Die "Größe" (Außendurchmesser, Innendurchmesser, Klingendicke) anpassen
Im dritten Schritt werden die Abmessungen (Größe) des „Außendurchmessers“, des „Innendurchmessers“ und der „Klingenstärke“ überprüft.
Diese Größen beeinflussen direkt die Schneidleistung, die Montagekompatibilität, die Schnittgenauigkeit und die Ausbeute.
Außendurchmesser Diese Größe bestimmt die Schnitttiefe. Das zu schneidende Material muss innerhalb des vom verwendeten Schneidgerät vorgegebenen maximalen Außendurchmesserbereichs liegen.
Wählen Sie ein Sägeblatt, das eine ausreichende Schnitttiefe für die Materialstärke bietet.
Innendurchmesser (Lochdurchmesser) Dieses Loch dient zur Befestigung und Sicherung der Hauptspindel (Welle) der Schneidemaschine. Daher ist es unerlässlich, dass sein Innendurchmesser dem Durchmesser der Welle der Schneidemaschine entspricht.
Klingenstärke Während ein dünnblättriges Sägeblatt den Vorteil hat, den Schnittwiderstand zu verringern und den Materialverlust beim Schneiden zu minimieren, weist es auch eine geringere Steifigkeit auf, was beim Schneiden zu Problemen führen kann.
Sie neigt eher zum Wackeln. Dickblättrige Sägeblätter bieten zwar eine hohe Steifigkeit und einen stabilen Schnitt, erhöhen aber auch den Schnittwiderstand.
Die Belastung der Schneidemaschine steigt, was zu größeren Materialverlusten führt. Daher ist eine umfassende Beurteilung unter Berücksichtigung von Schnittgenauigkeit, Bearbeitungseffizienz und Ausbeute erforderlich.
④ Stellen Sie die Schneidkante und die Arbeitsgeschwindigkeit mithilfe der "Zähnezahl (P-Zähler)" ein.
Der vierte Schritt betrifft die Zähnezahl. Sie gibt die Gesamtzahl der Späne an, die am Umfang des Sägeblatts haften. Der Unterschied in dieser Zahl beeinflusst maßgeblich die Oberflächengüte und die Schnittgeschwindigkeit. Im Allgemeinen trägt ein Sägeblatt mit vielen Zähnen weniger Material pro Zahn ab, was zu einer sehr glatten Schnittfläche mit minimalen Graten und scharfen Kanten führt. Daher eignet es sich zum Schneiden dünner Materialien oder für Präzisionsarbeiten, bei denen eine hohe Oberflächenqualität ohne Nachbearbeitung erforderlich ist. Umgekehrt trägt ein Sägeblatt mit weniger Zähnen mehr Material pro Zahn ab, was zu geringerem Schnittwiderstand und höheren Schnittgeschwindigkeiten führt. Die Schnittfläche ist jedoch tendenziell rauer und es treten eher Grate auf. Daher eignet es sich zum Schneiden dicker Materialien oder für Abbrucharbeiten, bei denen Geschwindigkeit oberste Priorität hat.
Bei der Einstellung der Zähnezahl sollte die maximale Anzahl der Zähne, die zwischen dem zu schneidenden Material und dem Sägeblatt in Eingriff kommen können, auf 3 bis 5 eingestellt werden.
▼Klicken Sie hier, wenn Sie wissen möchten, wie Sie Maschinen auswählen.
[Verwandter Artikel] Wie man die Qualität beim Aluminiumschneiden stabilisiert und worauf man achten sollte | Tipps zur Auswahl und Bedienung von Maschinen
Schnittbedingungen, die sowohl Sicherheit als auch Qualität gewährleisten.
Egal wie leistungsstark ein Sägeblatt ist, die Optimierung der Schnittbedingungen ist entscheidend, um sein volles Potenzial auszuschöpfen. Selbst bei Verwendung desselben Sägeblatts können die Schnittqualität und die Anzahl der Schnitte je nach Sägemaschine oder sogar bei gleicher Maschine mit unterschiedlichen Einstellungen stark variieren.
Die Schnittbedingungen hängen im Wesentlichen von zwei Faktoren ab: der Drehzahl (Umfangsgeschwindigkeit) des Sägeblatts und der Vorschubgeschwindigkeit. Durch die richtige Einstellung dieser Parameter lassen sich nicht nur schnelle Schnitte erzielen, sondern auch die vor Ort geforderte gleichbleibende Qualität erreichen, Kosten durch längere Standzeiten des Sägeblatts senken und die Sicherheit durch die Unterdrückung von Funken und Vibrationen gewährleisten.
[Referenzbedingungen] Aluminium und Nichteisenmetalle
Zu schneidendes Material | Klingentyp verwendet | Umfangsgeschwindigkeit des Sägeblatts (m/min) | Schnitttiefe pro Klinge (mm) |
Aluminiumfenster | D2・D4 | 3800~4500 | 0.02~0.05 |
Aluminium-Strangpressrohmaterial | D2・D4 | 4200~4700 | 0.02~0.03 |
Aluminium-Plattenblock | D4・3DX | 3500~4000 | 0.02~0.04 |
ALSi-Legierung Si10% oder weniger | D4 | 2000~2800 | 0.02~0.03 |
ALS-Legierung Si10% oder mehr | D4 | 1000~1500 | 0.02~0.03 |
reines Kupfer | D4 | 2800~3200 | 0.02~0.04 |
Messing | D4 | 2500~3000 | 0.02~0.03 |
Kupfernickel 1CNP | D4 | 2000~3000 | 0.02~0.03 |
Kupfernickel 3CNP | D4 | 600~1000 | 0.02~0.03 |
[Referenzbedingungen] Eisenrohre, Edelstahlrohre
Zu schneidendes Material | Klingentyp verwendet | Umfangsgeschwindigkeit des Sägeblatts (m/min) | Schnitttiefe pro Klinge (mm) |
Dünnwandiges Stahlrohr | SV・SD1・SAT | 600~1000 | 0.01~0.03 |
Dickwandiges Stahlrohr | SV・STRV | 500~800 | 0.01~0.05 |
Dünnwandiges Edelstahlrohr | SAT・SD2 | 900~1200 | 0.01~0.03 |
Dünnwandige Stahlprofile | SD3/SD1 | 600~1200 | 0.01~0.03 |
Edelstahlformteile | SD2/SD3 | 800~1200 | 0.01~0.03 |
Rundstahl aus Eisen mit kleinem Durchmesser | STR | 120~200 | 0.02~0.04 |
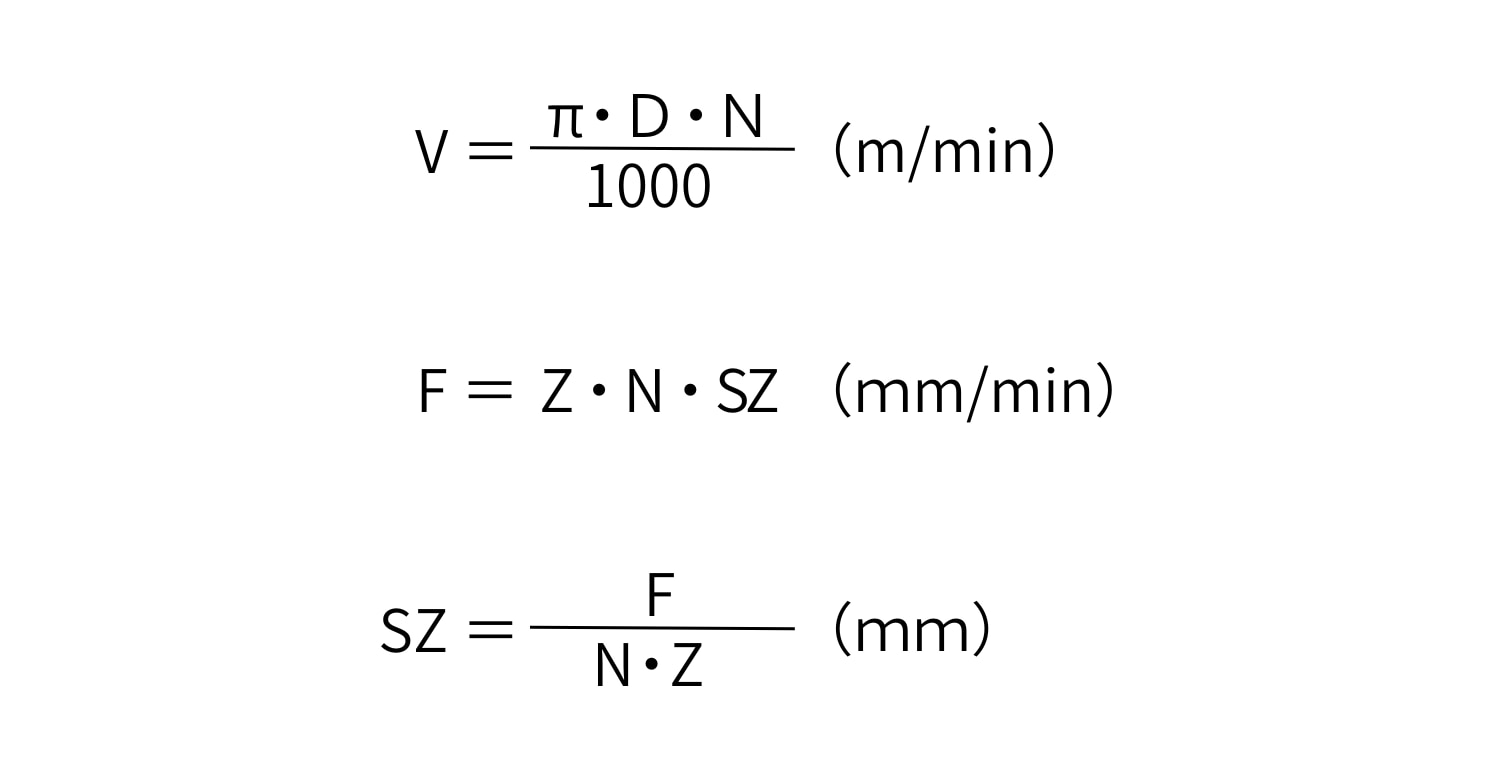
- V = Umfangsgeschwindigkeit des Sägeblatts (m/min)
- Z = Anzahl der Zähne
- SZ = Schnitttiefe pro Zahn (mm)
- N = Spindeldrehzahl (U/min)
- F = Vorschubgeschwindigkeit (mm/min)
- D = Durchmesser des Sägeblatts (mm)
*In den Formeln zur Berechnung von F und SZ wird die Anzahl der Klingen für Klingenformen D2, D3 und D4 mit 1/2 berechnet.
Ja. Bei 3DX rechnen Sie mit 1/3.
Ursachen für Probleme mit Kreissägeblättern
Probleme mit Kreissägeblättern haben selten nur eine einzige Ursache; sie sind oft das Ergebnis mehrerer Faktoren. Hier stellen wir konkrete Beispiele vor, ordnen die möglichen Ursachen aus verschiedenen Blickwinkeln und erläutern geeignete Gegenmaßnahmen.
Sollten Sie auf ein Problem stoßen, prüfen Sie bitte, ob einer der folgenden Punkte auf Ihre Situation zutrifft.
Die Klingenspitze splittert oder nutzt sich schnell ab.
[Mögliche Hauptursachen]
- Das Verhältnis zwischen der Drehzahl des Sägeblatts und der Vorschubgeschwindigkeit ist nicht optimal.
Bei hoher Drehzahl und niedrigem Vorschub verschleißt die Schneide schnell.
Bei niedriger Drehzahl und hohem Vorschub ist die Wahrscheinlichkeit eines Ausbrechens der Schneidkantenspitze höher. - Die Spannvorrichtung ist für das zu schneidende Material ungeeignet.
- Die Öffnung ist im Verhältnis zur Dicke der Klingenspitze zu breit.
Die Schnittfläche ist rau, es sind Grate vorhanden und der Schnitt verläuft schräg.
[Mögliche Hauptursachen]
- Beim Anbringen des Sägeblatts an den Flansch hafteten noch Sägemehl und Späne daran.
- Der Befestigungsflansch des Sägeblatts weist auf der Spindelseite einen Rundlauffehler auf.
- Die Hauptspindel hat Spiel.
- Das Sägeblatt ist verzogen.
- Deine Hüftposition ist falsch.
- Der Abstand (die Einstellung) zwischen der Schneidekante und dem Sägeblattfuß hat sich verringert.
Es treten ungewöhnliche Schneidgeräusche und Vibrationen auf.
[Mögliche Hauptursachen]
- Das Sägeblatt wurde entgegen seiner normalen Drehrichtung eingebaut.
- Mangelhafte Poliergenauigkeit an der Außenfläche.
- Das zu schneidende Material bewegte sich während des Schneidevorgangs, wodurch sich die Klingenspitze an einer oder zwei Stellen verbogen hat.
Zusammenfassung
In diesem Artikel wurde Folgendes über Kreissägeblätter erklärt.
- Aufbau und Verwendung von Kreissägeblättern
- Wie man ein Kreissägeblatt auswählt
- Referenzwerte für die Schnittbedingungen von Sägeblättern
- Mögliche Probleme und Ursachen bei Kreissägeblättern
Wir haben eine große Auswahl an Sägeblättern im Angebot, schauen Sie doch mal rein!
▼Bitte prüfen Sie zunächst die Spezifikationen der Kreissägemaschine▼
▼Diese Artikel werden auch häufig gelesen▼
【Autor】

[Überwachendes Unternehmen]

Hashimoto Special Industries Co., Ltd.
Das 1953 gegründete Unternehmen mit Hauptsitz in Takamatsu, Präfektur Kagawa, ist ein spezialisierter Hersteller von Kreissägeblättern. Es produziert, vertreibt und schärft Kreissägeblätter für eine Vielzahl von Materialien, darunter Holz, Harz, Nichteisenmetalle und Stahl. Die Stärke des Unternehmens liegt in der kundenspezifischen Fertigung, die auf die jeweiligen Schnittbedingungen abgestimmt ist, der hohen Rotationsstabilität durch ein einzigartiges Spannverfahren sowie dem umfassenden Service von der Herstellung über das Nachschärfen bis hin zur Reparatur. Das Unternehmen beliefert seit Jahren diverse Branchen, darunter die Automobilzulieferindustrie und die Baustoffindustrie.
Weitere Einzelheiten finden Sie hier:Offizielle Website der Hashimoto Industries Co., Ltd.Bitte schauen Sie mal rein.



