
ใบเลื่อยวงกลมคืออะไร? เราจะอธิบายเงื่อนไขการตัดที่ปลอดภัยและวิธีการเลือกใบเลื่อยที่เหมาะสม
ใบเลื่อยวงกลมเป็นเครื่องมือตัดที่ประกอบด้วยแผ่นฐานรูปทรงกลม (ทำจากโลหะ) ที่มีปลายคมตัดแข็งทำจากคาร์ไบด์ซีเมนต์หรือวัสดุที่คล้ายกันติดอยู่ โครงสร้างที่เป็นเอกลักษณ์นี้ช่วยให้สามารถตัดวัสดุได้หลากหลายชนิดอย่างรวดเร็วและแม่นยำ รวมถึงไม้ โลหะ และเรซิน อย่างไรก็ตาม เพื่อให้ได้ประสิทธิภาพสูงสุดและเพื่อให้มั่นใจถึงการใช้งานที่ปลอดภัยและมีประสิทธิภาพ การเลือกใบเลื่อยที่เหมาะสมและการตั้งค่าเงื่อนไขการตัดจึงเป็นสิ่งสำคัญ
บทความนี้ให้คำอธิบายที่ชัดเจนเกี่ยวกับทุกสิ่ง ตั้งแต่พื้นฐานของใบเลื่อยวงกลม ไปจนถึงวิธีการเลือกใบเลื่อยที่เหมาะสมที่สุดสำหรับวัสดุต่างๆ วิธีการตั้งค่าเงื่อนไขการตัดเพื่อให้มั่นใจได้ทั้งคุณภาพและความปลอดภัย และมาตรการแก้ไขเฉพาะสำหรับปัญหาทั่วไปที่พบเจอในสถานที่ทำงาน โปรดอ่านให้จบและนำไปใช้ให้เกิดประโยชน์ในงานประจำวันของคุณ
>> ตรวจสอบเครื่องจักรและสภาวะการตัดที่เหมาะสมสำหรับใบเลื่อยแต่ละประเภท
สารบัญ [ซ่อน]
- 1.ใบเลื่อยวงกลมคืออะไร? อธิบายโครงสร้างพื้นฐานและการใช้งาน
- 1.1โครงสร้างพื้นฐานและวัสดุของใบเลื่อยวงกลม
- 1.2.ความแตกต่างระหว่างการใช้งานเครื่องตัดหญ้าแบบอุตสาหกรรมและการใช้งานเครื่องตัดหญ้าแบบมือถือ
- 2.วิธีเลือกใบเลื่อยวงกลม | จำกัดตัวเลือกของคุณตามการใช้งานและขนาด
- 2.1.① เลือกตาม "วัสดุ" ที่จะตัด (เช่น งานไม้ โลหะ เรซิน เป็นต้น)
- 2.2.② เลือกตาม "เครื่องตัด" ที่คุณจะใช้
- 2.3.③ เลือกขนาดให้ตรงกัน (เส้นผ่านศูนย์กลางภายนอก เส้นผ่านศูนย์กลางภายใน ความหนาของใบมีด)
- 2.4.④ ปรับคมตัดและความเร็วในการทำงานโดยใช้ "จำนวนฟัน (จำนวน P)"
- 3.สภาพการตัดที่รับประกันทั้งความปลอดภัยและคุณภาพ
- 4.สาเหตุของปัญหาที่เกี่ยวข้องกับใบเลื่อยวงกลม
- 4.1.ปลายใบมีดบิ่นหรือสึกหรอเร็ว
- 4.2.ผิวที่ตัดนั้นหยาบ มีเสี้ยน หรือตัดเป็นมุม
- 4.3.เกิดเสียงหรือการสั่นสะเทือนผิดปกติขณะตัด
- ห้า.สรุป
ใบเลื่อยวงกลมคืออะไร? คำอธิบายเกี่ยวกับโครงสร้างพื้นฐานและการใช้งาน
ใบเลื่อยวงกลมเป็นเครื่องมือตัดที่ประกอบด้วยฐานเหล็กรูปทรงกลม (แผ่นฐาน) ที่มีปลายเล็กๆ ทำจากคาร์ไบด์ซีเมนต์หรือวัสดุที่คล้ายกันเชื่อมติดอยู่รอบเส้นรอบวง การใช้งานนั้นกว้างขวางมาก ตั้งแต่งานไม้ เช่น การตัดไม้และไม้อัดในสถานที่ก่อสร้าง ไปจนถึงงานโลหะและการแปรรูปพลาสติกในโรงงาน โดยเฉพาะอย่างยิ่ง เมื่อตัดโลหะ เช่น อลูมิเนียม เหล็ก และสแตนเลส จะใช้ใบเลื่อยวงกลมแบบพิเศษที่เหมาะสมกับคุณสมบัติของวัสดุ ทำให้เป็นเครื่องมือที่ขาดไม่ได้ในสถานที่ทำงานที่ต้องการความแม่นยำสูง
โครงสร้างพื้นฐานและวัสดุของใบเลื่อยวงกลม
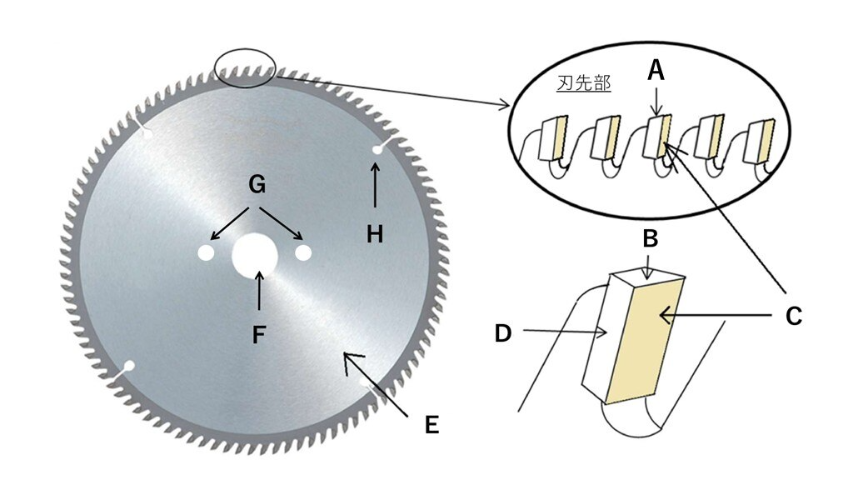
ประสิทธิภาพการตัด อายุการใช้งาน และความปลอดภัยของใบเลื่อยวงกลมนั้น ส่วนใหญ่ขึ้นอยู่กับส่วนประกอบหลักสามส่วน ได้แก่ แผงวงจร ปลายคมตัด และร่องบนใบเลื่อย
สารตั้งต้น ตัวใบเลื่อยมีหน้าที่รับผิดชอบความแข็งแรงโดยรวม วัสดุและความแม่นยำของการอบชุบความร้อนส่งผลโดยตรงต่อการเบี่ยงเบนและการสั่นสะเทือนระหว่างการตัด และเป็นตัวกำหนดความแม่นยำในการตัด
ปลายแหลมล้ำสมัย กระบวนการนี้เกี่ยวข้องกับการตัดวัสดุจริง วัสดุหลักที่ใช้ได้แก่ "โลหะผสมคาร์ไบด์" และ "เซรามิกผสมโลหะ"
รอยแยก: ร่องบางๆ ที่ทำลงบนวัสดุรองรับ ร่องเหล่านี้มีผลในการดูดซับและลดแรงสั่นสะเทือนและเสียงที่เกิดขึ้นระหว่างการตัด นอกจากนี้ยังช่วยลดการขยายตัวทางความร้อนของวัสดุรองรับเนื่องจากความร้อนจากการเสียดสีด้วย
นอกจากนี้ยังมีบทบาทในการดูดซับแรงกดดันและป้องกันการบิดเบี้ยวของแผงวงจรอีกด้วย
[ชื่อของแต่ละส่วน]
เครื่องหมาย | เอ | บี | ซี | ดี | อี | เอฟ | จี | ชม |
ชื่อ | ปลายแหลมล้ำสมัย | พื้นผิวด้านบน | พื้นผิวที่ถูกบีบอัด | ด้านข้าง | สารตั้งต้น | ห้องโถงกลาง | รูเล็กๆ | รอยแยก |
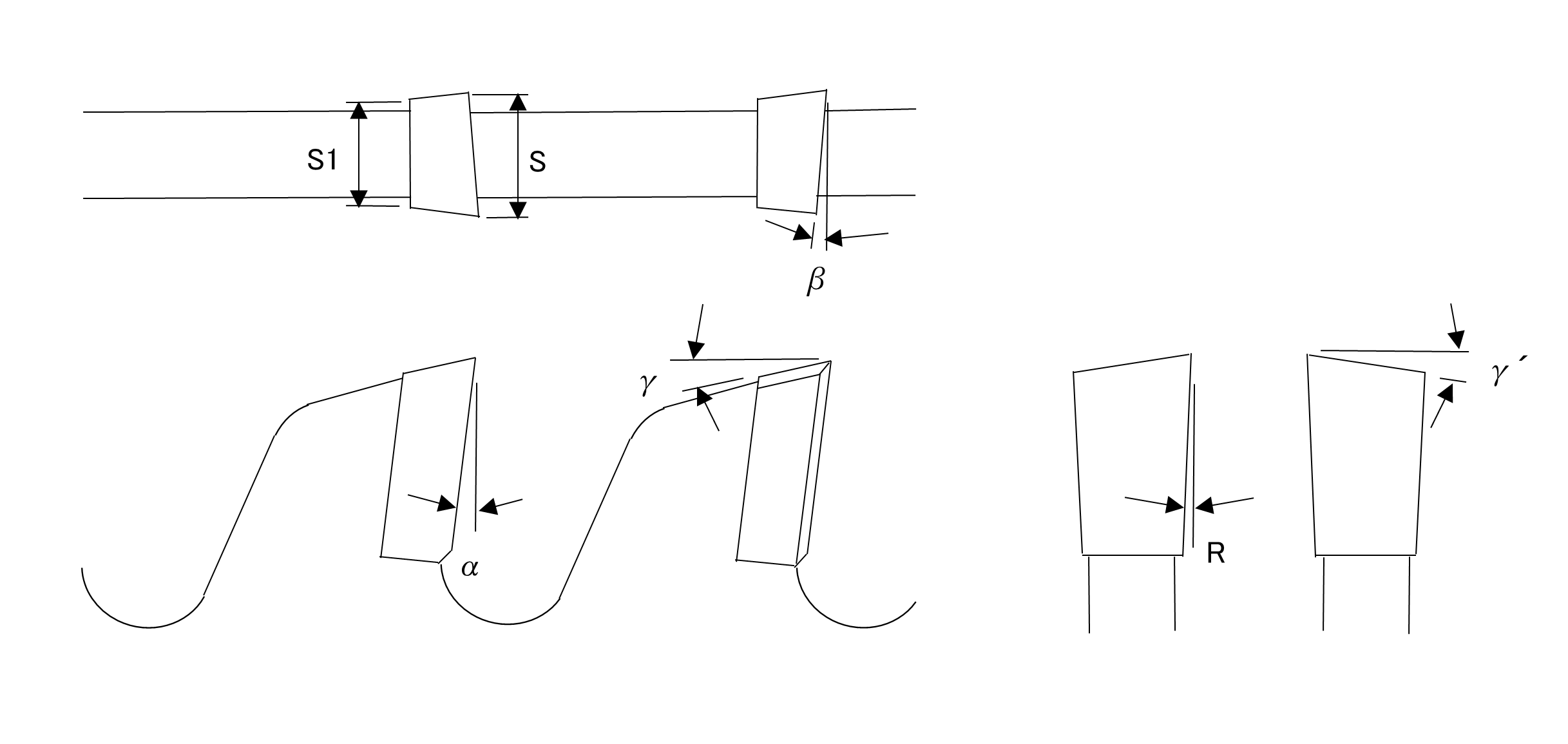
[ชื่อของมุมปลายคมตัด]
เครื่องหมาย | α (°) | β(°) | γ (°) | γ′(°) | อาร์ (°) | S-S1 (มม.) |
ชื่อ | มุมคราด | มุมนำ | มุมที่สอง | มุมหลบหนีที่สอง | มุมรัศมี | แทนเจนต์ |
[วัสดุของแต่ละส่วน]
วัสดุ | คุณสมบัติ | |
สารตั้งต้น | วัสดุเหล็กกล้าเครื่องมืออัลลอย SKS | วัสดุนี้ประกอบด้วยคาร์บอน (C) เป็นหลัก โดยมีนิกเกล (Ni) และโครเมียม (Cr) ในปริมาณเล็กน้อย และมีคุณสมบัติในการชุบแข็งได้ดีกว่าวัสดุ SK |
เหล็กกล้าเครื่องมือคาร์บอน SK | แทบไม่มีธาตุโลหะอื่นใดนอกจากคาร์บอน (C) ความสามารถในการชุบแข็งจึงด้อยกว่าวัสดุ SKS | |
ปลายแหลมล้ำสมัย | โลหะผสมคาร์ไบด์ | โดยส่วนใหญ่แล้วอนุภาคต่างๆ เช่น TaC (แทนทาลัมคาร์ไบด์), WC (ทังสเตนคาร์ไบด์) และ TiC (ไทเทเนียมคาร์ไบด์) จะถูกรวมเข้ากับ Co (โคบอลต์) |
เซอร์เมท | โลหะชนิดนี้ผลิตขึ้นโดยการเผาผนึกอนุภาคของ TiN (ไทเทเนียมไนไตรด์) และ TiC (ไทเทเนียมคาร์ไบด์) โดยใช้ Co (โคบอลต์) หรือ Ni (นิกเกล) เป็นสารยึดเกาะ มีคุณสมบัติทนความร้อนได้ดีเยี่ยมในสภาพแวดล้อมที่มีอุณหภูมิสูง และมีผลในการลดการเชื่อมติดและการสึกหรอจากความร้อน |
ความแตกต่างระหว่างเครื่องตัดหญ้าอุตสาหกรรมและเครื่องตัดหญ้าแบบสะพายไหล่ (เครื่องตัดหญ้าแบบสะพายไหล่)
ใบเลื่อยวงกลมอุตสาหกรรมส่วนใหญ่ใช้ในโรงงานและสถานที่ก่อสร้างเพื่อตัดวัสดุต่างๆ เช่น โลหะ ไม้ และพลาสติกอย่างแม่นยำ เพื่อให้ได้ความแม่นยำในการตัดสูงและพื้นผิวที่เรียบเนียน รูปทรงของใบเลื่อย (รูปทรงคมตัด) จำนวนฟัน และวัสดุปลายใบเลื่อยจึงได้รับการปรับให้เหมาะสมตามประเภทของวัสดุที่ตัด
ในทางกลับกัน ใบมีดตัดหญ้าใช้สำหรับตัดวัชพืชและกิ่งไม้ในสวนและพื้นที่เพาะปลูก สำหรับเครื่องตัดหญ้าประเภทนี้ ความปลอดภัยและความทนทานต่อแรงกระแทกจากสิ่งกีดขวาง เช่น หิน และโครงสร้างที่เบาเพื่อการตัดหญ้าอย่างมีประสิทธิภาพในพื้นที่กว้าง จะมีความสำคัญมากกว่าความแม่นยำในการตัด โดยทั่วไปแล้วจะมีจำนวนใบมีดน้อยกว่าและใช้ปลายใบมีดที่ทนต่อแรงกระแทก
บทความนี้อธิบายวิธีการเลือกและใช้งานใบเลื่อยวงกลม ซึ่งส่วนใหญ่ใช้ในโรงงานและสถานที่ก่อสร้าง รวมถึงกล่าวถึงสภาวะการตัดต่างๆ
วิธีเลือกใบเลื่อยวงกลม | จำกัดตัวเลือกของคุณตามการใช้งานและขนาด
การเลือกใบเลื่อยที่เหมาะสมเป็นสิ่งสำคัญไม่เพียงแต่เพื่อเพิ่มประสิทธิภาพในการตัดเท่านั้น แต่ยังช่วยให้มั่นใจได้ถึงคุณภาพการผลิตที่คงที่ การลดต้นทุน และความปลอดภัย การเลือกใบเลื่อยที่ไม่เหมาะสมกับวัสดุที่กำลังตัดอาจส่งผลให้ประสิทธิภาพการตัดลดลง อายุการใช้งานของใบเลื่อยสั้นลงอย่างมาก และในกรณีที่เลวร้ายที่สุด ใบเลื่อยอาจแตกหัก ซึ่งอาจนำไปสู่อุบัติเหตุร้ายแรงที่ทำให้คนงานตกอยู่ในอันตรายได้
โดยการทบทวน ทำความเข้าใจ และฝึกฝนขั้นตอนทั้งสี่นี้ตามลำดับ คุณจะสามารถค้นหาใบเลื่อยที่เหมาะสมที่สุดจากใบเลื่อยที่มีอยู่มากมายได้
① เลือกตาม "วัสดุ" ที่จะตัด (งานไม้ โลหะ พลาสติก ฯลฯ)
ขั้นตอนสำคัญแรกในการเลือกใบเลื่อยวงกลมคือการพิจารณาว่า "คุณจะตัดอะไร"
โดยทั่วไป ใบเลื่อยวงกลมมีหลากหลายประเภท รวมถึงใบเลื่อยสำหรับงานไม้ งานโลหะ และงานพลาสติก เพื่อให้เหมาะกับวัสดุที่แตกต่างกัน โดยเฉพาะอย่างยิ่งในงานโลหะ แม้แต่โลหะชนิดเดียวกัน คุณสมบัติก็อาจแตกต่างกันอย่างมาก ทำให้การเลือกใบเลื่อยวงกลมที่เหมาะสมที่สุดเป็นสิ่งสำคัญ
อะลูมิเนียมและทองแดง (โลหะที่ไม่ใช่เหล็ก) แนะนำให้ออกแบบคมตัดที่มีมุมคายเศษกว้างเพื่อช่วยระบายเศษวัสดุได้ดีขึ้น และเพื่อป้องกันการเชื่อมติดกันของคมตัด แนะนำให้เคลือบด้วยฟลูออรีนหรือวัสดุที่คล้ายกัน
หัวเชื่อมคาร์ไบด์ที่มีการเคลือบผิวที่ดีเยี่ยมและทนทานต่อการเชื่อมนั้นมีประสิทธิภาพสูง
เหล็กและเหล็กกล้าอ่อน เพื่อลดการเกิดความร้อนระหว่างการตัดและลดการเกิดเสี้ยน จึงติดตั้งหัวตัดคาร์ไบด์ที่มีมุมคายเศษที่เหมาะสม ทนทานต่อการสึกหรอและแรงกระแทกสูง
ใบเลื่อยวงกลมเหมาะสมที่สุด
สแตนเลส มุมคายเศษถูกตั้งไว้ให้เล็กเพื่อลดการแข็งตัวของวัสดุในขณะที่ยังคงรักษาความแข็งแรงของคมตัดไว้ และมีความทนทานต่อความร้อนและการสึกหรอที่สามารถรับน้ำหนักได้สูง
วัสดุหัวทิปคุณภาพสูงนั้นเหมาะสมที่สุด
② เลือกตาม "เครื่องตัด" ที่คุณจะใช้
ขั้นตอนที่สองคือการเลือกผลิตภัณฑ์ที่เข้ากันได้กับข้อกำหนดของเครื่องตัดที่คุณจะใช้
เนื่องจากใบเลื่อยวงกลมไม่สามารถทำงานได้ด้วยตัวเองและต้องติดตั้งเข้ากับเครื่องตัดเสมอ ความเข้ากันได้กับเครื่องจักรจึงมีความสำคัญอย่างยิ่ง
เส้นผ่านศูนย์กลางภายนอกที่ใช้งานได้สูงสุด การใช้ใบเลื่อยที่มีขนาดไม่ตรงตามที่กำหนดจะทำให้เกิดการขัดข้องกับฝาครอบนิรภัย ส่งผลให้ไม่สามารถติดตั้งฝาครอบได้ และทำให้ไม่สามารถตัดได้ด้วยความเร็วที่เหมาะสม
มีความเสี่ยงที่ระบบอาจทำงานไม่ตรงตามที่ตั้งใจไว้
ความเร็วรอบที่แนะนำ (ความเร็วรอบนอก) หากความเร็วรอบของเครื่องตัดเกินความเร็วรอบสูงสุดที่ใบเลื่อยกำหนด ใบเลื่อยจะหักเนื่องจากแรงเหวี่ยงหนีศูนย์กลางที่ความเร็วสูง
เศษชิ้นส่วนอาจกระจัดกระจายไป
③ เลือกขนาดให้ตรงกัน (เส้นผ่านศูนย์กลางภายนอก เส้นผ่านศูนย์กลางภายใน ความหนาของใบมีด)
ขั้นตอนที่สามคือการตรวจสอบขนาด (มิติ) ของ "เส้นผ่านศูนย์กลางภายนอก" "เส้นผ่านศูนย์กลางภายใน" และ "ความหนาของใบมีด"
ขนาดเหล่านี้ส่งผลโดยตรงต่อความสามารถในการตัด ความเข้ากันได้ในการติดตั้ง ความแม่นยำในการตัด และผลผลิต
เส้นผ่านศูนย์กลางภายนอก ขนาดนี้เป็นตัวกำหนดความลึกในการตัด (cutting depth) วัสดุที่จะตัดต้องมีขนาดเส้นผ่านศูนย์กลางภายนอกสูงสุดอยู่ในช่วงที่กำหนดโดยเครื่องตัดที่ใช้
เลือกใบเลื่อยที่สามารถตัดได้ลึกเพียงพอสำหรับความหนาของวัสดุ
เส้นผ่านศูนย์กลางภายใน (เส้นผ่านศูนย์กลางรู) รูนี้ใช้สำหรับยึดและติดตั้งแกนหมุนหลัก (เพลา) ของเครื่องตัด ดังนั้นจึงจำเป็นอย่างยิ่งที่เส้นผ่านศูนย์กลางภายในของรูจะต้องตรงกับเส้นผ่านศูนย์กลางของเพลาเครื่องตัด
ความหนาของใบมีด แม้ว่าใบเลื่อยที่บางจะมีข้อดีคือช่วยลดแรงต้านในการตัดและลดการสูญเสียวัสดุระหว่างการตัด แต่ก็มีความแข็งแกร่งลดลง ซึ่งอาจก่อให้เกิดปัญหาในระหว่างการตัดได้
มันมีแนวโน้มที่จะสั่นคลอนได้ง่ายกว่า ในขณะที่ใบเลื่อยที่มีใบมีดหนาให้ความแข็งแรงสูงและการตัดที่มั่นคง แต่ก็เพิ่มแรงต้านในการตัดด้วยเช่นกัน
ภาระงานของเครื่องตัดเพิ่มขึ้น ส่งผลให้สูญเสียวัสดุมากขึ้น จำเป็นต้องพิจารณาอย่างรอบด้านโดยคำนึงถึงความแม่นยำในการตัด ประสิทธิภาพในการประมวลผล และผลผลิต
④ ปรับความคมของใบมีดและความเร็วในการทำงานโดยใช้ "จำนวนฟัน (จำนวนฟัน)"
ขั้นตอนที่สี่คือจำนวนฟัน จำนวนฟันหมายถึงจำนวนฟันทั้งหมดที่ยึดติดอยู่กับเส้นรอบวง และความแตกต่างของจำนวนฟันนี้ส่งผลอย่างมากต่อความเรียบของพื้นผิวที่ตัดและความเร็วในการตัด โดยทั่วไป ใบเลื่อยที่มีฟันมากจะตัดวัสดุออกน้อยลงในแต่ละฟัน ทำให้ได้พื้นผิวที่ตัดเรียบมาก มีเสี้ยนและขอบคมน้อยที่สุด ดังนั้นจึงเหมาะสำหรับการตัดวัสดุบางหรืองานที่ต้องการความแม่นยำสูงโดยไม่ต้องมีการปรับแต่งเพิ่มเติม ในทางกลับกัน ใบเลื่อยที่มีฟันน้อยจะตัดวัสดุออกมากขึ้นต่อฟัน ทำให้มีแรงต้านการตัดน้อยลงและความเร็วในการตัดเร็วขึ้น อย่างไรก็ตาม พื้นผิวที่ตัดมักจะหยาบกว่าและมีโอกาสเกิดเสี้ยนได้มากกว่า ดังนั้นจึงเหมาะสำหรับการตัดวัสดุหนาหรืองานรื้อถอนที่ความเร็วเป็นสิ่งสำคัญที่สุด
เมื่อตั้งค่าจำนวนฟัน ให้ตั้งค่าจำนวนฟันสูงสุดที่สามารถเกี่ยวกันได้ระหว่างวัสดุที่จะตัดกับใบเลื่อยไว้ที่ 3 ถึง 5 ซี่
▼คลิกที่นี่หากต้องการทราบวิธีการเลือกเครื่องจักร
[บทความที่เกี่ยวข้อง] วิธีการรักษาคุณภาพการตัดอลูมิเนียมให้คงที่และข้อควรระวัง | เคล็ดลับในการเลือกและการใช้งานเครื่องจักร
เงื่อนไขการตัดที่รับประกันทั้งความปลอดภัยและคุณภาพ
ไม่ว่าใบเลื่อยจะประสิทธิภาพสูงแค่ไหน การปรับเงื่อนไขการตัดให้เหมาะสมที่สุดก็เป็นสิ่งสำคัญเพื่อให้ได้ประสิทธิภาพสูงสุด 100% แม้จะใช้ใบเลื่อยเดียวกัน คุณภาพของพื้นผิวที่ตัดและจำนวนครั้งที่ตัดได้ก็อาจแตกต่างกันอย่างมาก ขึ้นอยู่กับเครื่องตัด หรือแม้กระทั่งใช้เครื่องตัดเดียวกันแต่ตั้งค่าต่างกันก็ตาม
เงื่อนไขการตัดส่วนใหญ่เกี่ยวข้องกับสองปัจจัยหลัก ได้แก่ ความเร็วรอบ (ความเร็วเชิงมุม) ของใบเลื่อย และอัตราการป้อนวัสดุที่ใช้ดันวัสดุผ่านใบเลื่อย การตั้งค่าเงื่อนไขเหล่านี้อย่างเหมาะสม ไม่เพียงแต่จะช่วยให้ตัดได้เร็วขึ้นเท่านั้น แต่ยังช่วยให้คุณภาพการตัดคงที่ตามที่ต้องการในสถานที่ทำงาน ลดต้นทุนโดยยืดอายุการใช้งานของใบเลื่อย และเพิ่มความปลอดภัยโดยลดประกายไฟและการสั่นสะเทือนอีกด้วย
[เงื่อนไขอ้างอิง] อะลูมิเนียมและโลหะที่ไม่ใช่เหล็ก
วัสดุที่จะตัด | ประเภทใบมีดที่ใช้ | ความเร็วรอบนอกของใบเลื่อย (เมตร/นาที) | ความลึกของการตัดต่อใบมีด (มม.) |
บานหน้าต่างอลูมิเนียม | ดี2・ดี4 | 3800~4500 | 0.02~0.05 |
วัตถุดิบอะลูมิเนียมอัดขึ้นรูป | ดี2・ดี4 | 4200~4700 | 0.02~0.03 |
แท่งอลูมิเนียมแผ่น | ดี4・3DX | 3500~4000 | 0.02~0.04 |
โลหะผสม ALSi มี Si 10% หรือน้อยกว่า | D4 | 2000~2800 | 0.02~0.03 |
โลหะผสม ALS Si10% หรือมากกว่า | D4 | 1000~1500 | 0.02~0.03 |
ทองแดงบริสุทธิ์ | D4 | 2800~3200 | 0.02~0.04 |
ทองเหลือง | D4 | 2500~3000 | 0.02~0.03 |
คิวโปรนิกเกิล 1CNP | D4 | 2000~3000 | 0.02~0.03 |
คิวโปรนิกเกิล 3CNP | D4 | 600~1000 | 0.02~0.03 |
[เงื่อนไขอ้างอิง] ท่อเหล็ก ท่อสแตนเลส
วัสดุที่จะตัด | ประเภทใบมีดที่ใช้ | ความเร็วรอบนอกของใบเลื่อย (เมตร/นาที) | ความลึกของการตัดต่อใบมีด (มม.) |
ท่อเหล็กผนังบาง | SV・SD1・SAT | 600~1000 | 0.01~0.03 |
ท่อเหล็กผนังหนา | สวี・สตรวี | 500~800 | 0.01~0.05 |
ท่อสแตนเลสผนังบาง | SAT・SD2 | 900~1200 | 0.01~0.03 |
โปรไฟล์เหล็กผนังบาง | เอสดี3/เอสดี1 | 600~1200 | 0.01~0.03 |
การขึ้นรูปสแตนเลส | เอสดี2/เอสดี3 | 800~1200 | 0.01~0.03 |
เหล็กเส้นกลมขนาดเล็ก | สตร. | 120~200 | 0.02~0.04 |
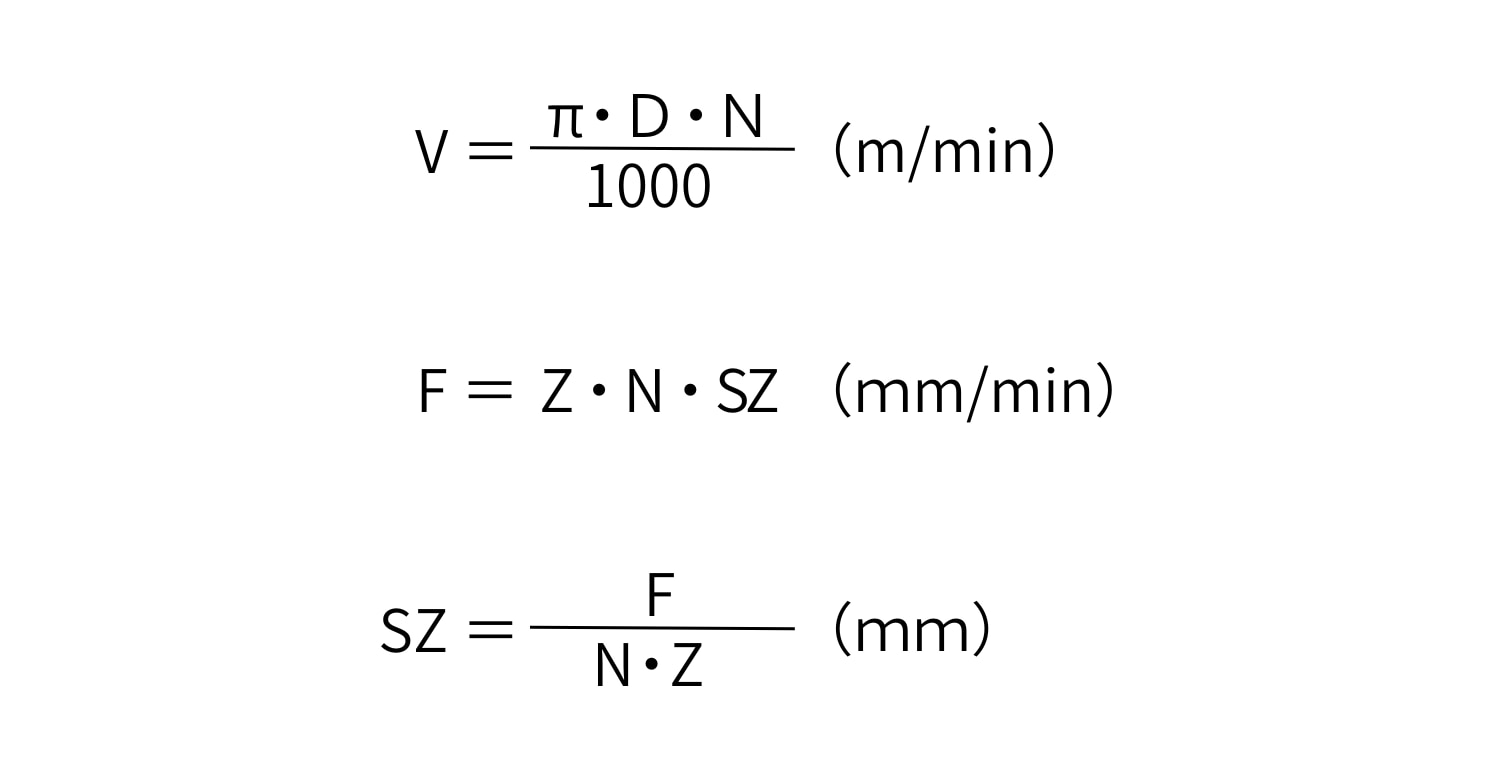
- V = ความเร็วรอบนอกของใบเลื่อย (เมตร/นาที)
- Z = จำนวนฟัน
- SZ = ความลึกในการตัดต่อฟัน (มม.)
- N = ความเร็วรอบแกนหมุน (รอบต่อนาที)
- F = อัตราการป้อน (มม./นาที)
- D = เส้นผ่านศูนย์กลางของใบเลื่อย (มม.)
*ในสูตรการคำนวณค่า F และ SZ จำนวนใบพัดจะถูกคำนวณเป็น 1/2 สำหรับรูปทรงใบพัด D2, D3 และ D4
ใช่ สำหรับ 3DX ให้คำนวณโดยใช้ 1/3
สาเหตุของปัญหาเกี่ยวกับใบเลื่อยวงกลม
ปัญหาเกี่ยวกับใบเลื่อยวงกลมมักไม่ได้เกิดจากสาเหตุเดียว แต่เป็นผลมาจากหลายปัจจัย ในที่นี้ เราจะนำเสนอตัวอย่างเฉพาะ จัดเรียงสาเหตุที่เป็นไปได้จากหลายมุมมอง และอธิบายมาตรการแก้ไขที่เหมาะสม
หากคุณพบปัญหา โปรดตรวจสอบว่าข้อใดต่อไปนี้ตรงกับสถานการณ์ของคุณหรือไม่
ปลายใบมีดบิ่นหรือสึกหรอเร็ว
[สาเหตุหลักที่เป็นไปได้]
- ความสมดุลระหว่างความเร็วในการหมุนของใบเลื่อยและอัตราการป้อนชิ้นงานไม่ถูกต้อง
ถ้าความเร็วรอบสูงและอัตราการป้อนต่ำ คมตัดจะสึกหรอเร็วขึ้น
เมื่อความเร็วในการหมุนต่ำและอัตราการป้อนสูง โอกาสที่ปลายคมตัดจะบิ่นนั้นมีมากขึ้น - อุปกรณ์จับยึดนี้ไม่เหมาะสมกับวัสดุที่จะทำการตัด
- ช่องเปิดกว้างเกินไปเมื่อเทียบกับความหนาของปลายใบมีด
พื้นผิวที่ตัดนั้นขรุขระ มีเสี้ยน และรอยตัดทำมุมเฉียง
[สาเหตุหลักที่เป็นไปได้]
- ขณะที่ทำการประกอบใบเลื่อยเข้ากับหน้าแปลน ใบเลื่อยนั้นยังมีเศษไม้และสิ่งสกปรกติดอยู่ด้วย
- มีการเบี่ยงเบนในหน้าแปลนยึดใบเลื่อยด้านแกนหมุน
- แกนหมุนหลักมีระยะคลอน
- ใบเลื่อยบิดเบี้ยว
- ท่าทางการวางสะโพกของคุณไม่ถูกต้อง
- ระยะห่าง (การตั้งค่า) ระหว่างปลายคมตัดกับฐานใบเลื่อยแคบลง
เกิดเสียงตัดและแรงสั่นสะเทือนที่ผิดปกติ
[สาเหตุหลักที่เป็นไปได้]
- ใบเลื่อยถูกติดตั้งในทิศทางตรงกันข้ามกับการหมุนปกติ
- ความแม่นยำในการขัดเงาพื้นผิวด้านนอกต่ำเกินไป
- วัสดุที่กำลังตัดเคลื่อนที่ระหว่างกระบวนการตัด ทำให้ปลายใบมีดงอในหนึ่งหรือสองจุด
สรุป
บทความนี้ได้อธิบายรายละเอียดเกี่ยวกับใบเลื่อยวงกลมดังต่อไปนี้
- โครงสร้างและการใช้งานของใบเลื่อยวงกลม
- วิธีการเลือกใบเลื่อยวงกลม
- ค่าอ้างอิงสำหรับสภาวะการตัดของใบเลื่อย
- ปัญหาและสาเหตุที่อาจเกิดขึ้นกับใบเลื่อยวงกลม
เรามีใบเลื่อยหลากหลายประเภทให้เลือกชม โปรดเลือกดูได้เลย!
▼ก่อนอื่น โปรดตรวจสอบข้อมูลจำเพาะของเครื่องตัดเลื่อยวงกลม▼
▼บทความเหล่านี้มีผู้อ่านบ่อยเช่นกัน▼
【ผู้เขียน】

[บริษัทผู้ควบคุมดูแล]

บริษัท ฮาชิโมโตะ สเปเชียล อินดัสทรีส์ จำกัด
บริษัทนี้ก่อตั้งขึ้นในปี 1953 เป็นผู้ผลิตใบเลื่อยวงกลมเฉพาะทาง โดยมีสำนักงานใหญ่ตั้งอยู่ที่เมืองทากามัตสึ จังหวัดคากาวะ บริษัทผลิต จำหน่าย และลับคมใบเลื่อยวงกลมสำหรับวัสดุหลากหลายประเภท รวมถึงไม้ เรซิน โลหะที่ไม่ใช่เหล็ก และเหล็ก จุดแข็งของบริษัทอยู่ที่การผลิตตามสั่งที่ปรับให้เหมาะสมกับสภาพการตัดของลูกค้า ความเสถียรในการหมุนสูงที่ได้จากกระบวนการปรับความตึงที่เป็นเอกลักษณ์ และบริการแบบครบวงจรตั้งแต่การผลิต การลับคม และการซ่อมแซม บริษัทมีประวัติการจัดหาให้กับอุตสาหกรรมต่างๆ มากมาย รวมถึงชิ้นส่วนยานยนต์และวัสดุก่อสร้าง
สำหรับรายละเอียดเพิ่มเติมเว็บไซต์อย่างเป็นทางการของบริษัท ฮาชิโมโตะ อินดัสทรีส์ จำกัดโปรดดูหน่อยครับ/ค่ะ



