
什麽是鋸片?解釋安全切割條件和如何選擇刀片
削片是在圓盤狀的基板 (底座金屬) 上安裝超硬合金等硬刃尖的切割工具。通過這種特殊結構,您可以快速準確地切割木材,金屬和樹脂等各種材料。但是,為了最大限度地發揮其性能並安全有效地進行操作,必須選擇適當的刀片並設置切割條件。
在本文中,我們將以易於理解的方式解釋鋸片的基本知識,根據切割材料選擇最佳方法,如何設置切割條件以兼顧質量和安全性,以及針對現場經常發生的故障的具體措施。請務必閱讀到最後,並將其用於您的日常工作。
什麽是鋸片?解釋基本結構和用途
鋸片是一種切割工具,在圓盤形狀的鋼制底座 (底座) 的圓周部分,釬焊由硬質合金等制成的小刀片。其用途非常廣泛,從在建築現場切割木材和膠合板為代表的木工用途,到在工廠進行金屬加工、樹脂等。特別是在切割鋁、鐵、不銹鋼等金屬時,使用符合其材料特性的專用鋸片,是要求精密加工的現場不可或缺的工具。
鋸片的基本結構和材質
鋸片的切割性、壽命和安全性在很大程度上取決於“基板”、“刀尖刀片”和“狹縫”這三個主要構成要素。
底板:晶片鋸的機身部分負責整體剛性。材料和淬火的精度與切割時的振動和振動直接相關,並決定切割精度。
刀尖:實際切斷材料。主要材料有“超硬合金”和“金屬陶瓷”。
開叉:底板中的細槽。具有吸收和降低切斷時產生的振動和噪音的效果。它還吸收由於摩擦熱引起的基板的熱膨脹
,並起到防止基板變形的作用。
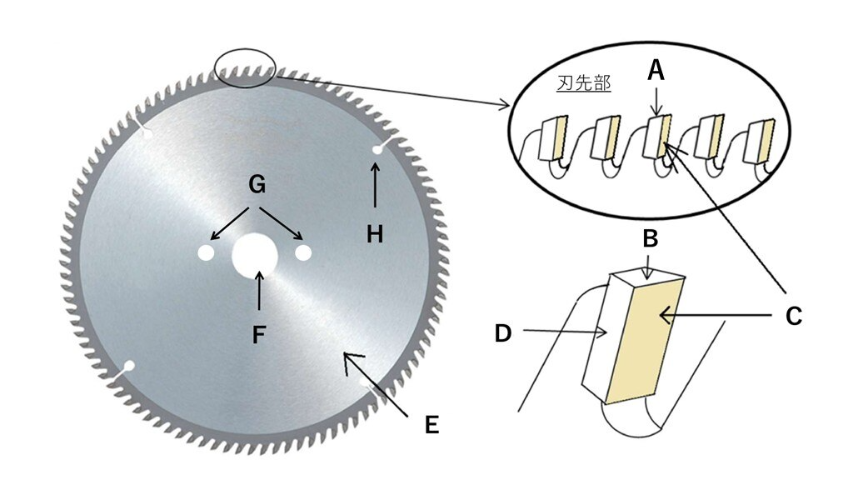
【各部分名稱】
符號 | A | B | C | D | E | F | G | H |
名稱 | 刀尖刀片 | 頂面 | 擠壓面 | 側面 | 基板 | 中心孔 | 針孔 | 狹縫 |
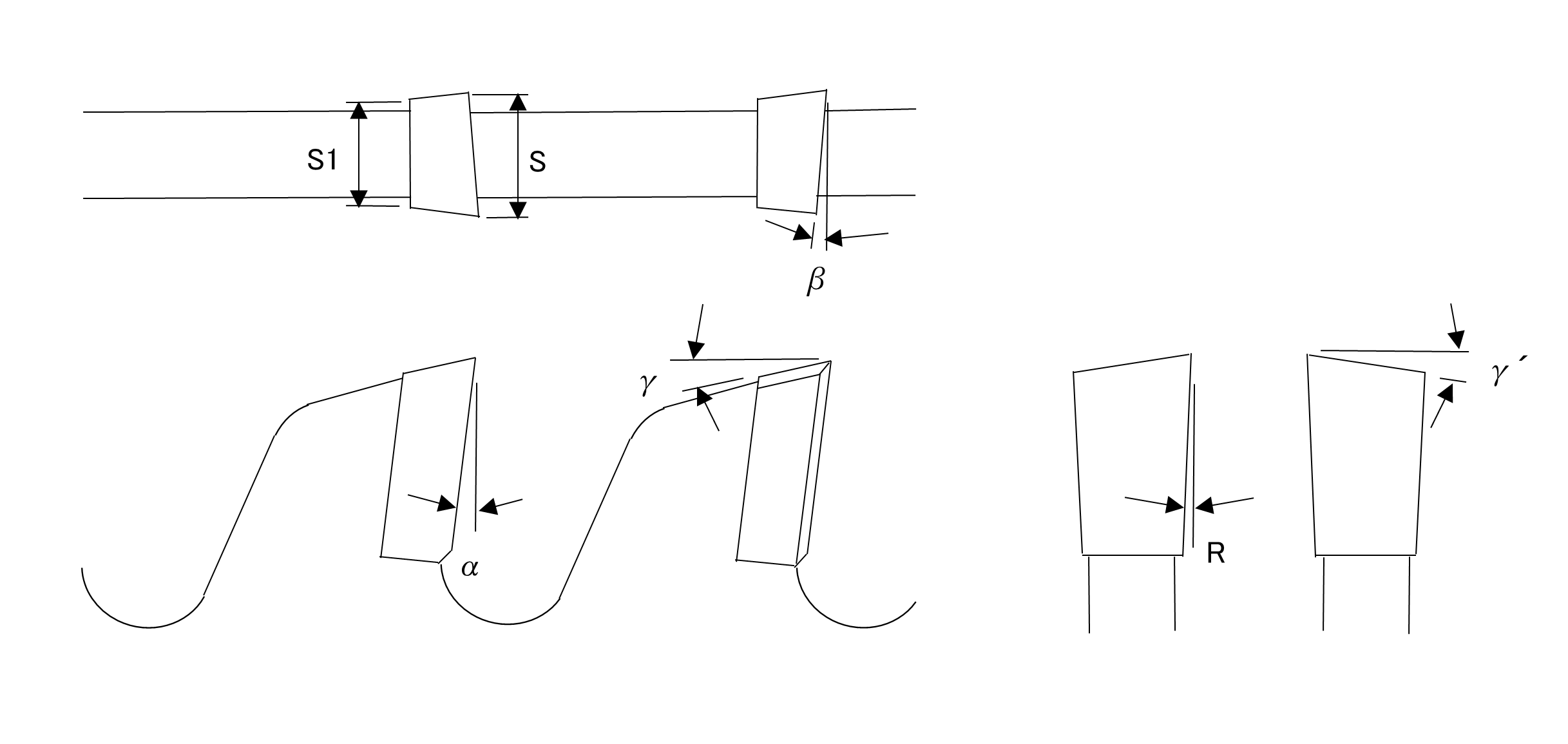
【刀尖刀片角度的名稱】
符號 | α(°) | β(°) | γ(°) | γ′(°) | R(°) | S-S1(mm) |
名稱 | 擠壓角 | 導引角 | 二番角 | 二退角 | 徑向角 | 正切 |
【各部分材質】
材質 | 特徵 | |
基板 | 合金工具鋼SKS材 | 以C (碳) 為主,添加了少量Ni (鎳)、Cr (鉻) 等,具有比SK材料更好的淬透性、 |
碳素工具鋼SK材 | 幾乎不添加C (碳) 以外的金屬元素。淬透性不如SKS材料。 | |
刀尖刀片 | 硬質合金 | 主要將TaC (碳化鉭)、WC (碳化鎢)、TiC (碳化鈦) 等粒子以Co (鈷) |
金屬陶瓷 | 主要是將TiN (氮化鈦)、TiC (碳化鈦) 粒子以Co (鈷) 或Ni (鎳) 為粘合劑燒結而成的金屬。在高溫環境下具有優異的耐熱性,具有抑制熱熔接和磨損的效果。 |
工業用和割草機 (割草機) 用的區別
工業用切割機主要用於工廠和建築工地,用於精密切割金屬、木材、樹脂等各種材料。為了獲得高切割精度和美麗的切割面,根據被切割材料的類型,優化了刀片類型 (刀片形狀),刀片數量和刀片材料。
另一方面,割草機用的鋸片是用來在庭院和農田等處修剪雜草和小樹枝的。這個比起切斷精度,更重視能夠承受撞擊石頭等障礙物時的衝擊的安全性和耐久性,以及為了高效收割大範圍的輕量化。特徵是刀刃的張數少的和多採用耐衝擊的刀片。
在本文中,我們將解釋如何選擇和切割主要用於工廠和工作場所的晶片鋸的條件。
晶片鋸的選擇方法|根據用途和尺寸篩選
選擇最合適的鋸片不僅可以提高切割工作的效率,而且對於穩定生產質量、降低成本和確保安全性至關重要。如果選擇不適合切割材料的不適當刀片,不僅銳度差,而且刀片的壽命也會顯著縮短,或者在最壞的情況下,刀片損壞並導衹對工人造成危險的嚴重事故還有恐懼。
通過依次確認、理解、實踐4個步驟,可以從眾多的晶片鋸中找到最合適的一塊。
① 選擇要切割的“材料” (木工、金屬、樹脂等)
選擇晶片鋸的第一個重要步驟是檢查“切割什麽”。
一般來說,薄片鋸有“木工用”、“金屬用”、“樹脂用”等可對應各種材質的產品系列。特別是在金屬加工現場,即使是相同的金屬,其特性也會有很大差異,因此選擇最合適的鋸片非常重要。
鋁銅 (非鐵金屬):建議採用具有較大傾角的設計,以提高切屑排放。為了防止刀尖的熔附,氟化塗層等
表面處理及耐熔附性優異的超硬刀片非常有效。
鐵・軟鋼:為了抑制切斷時的發熱,減少毛刺的產生,最適合
晶片鋸,該晶片鋸具有適度的傾角和高耐磨性、耐衝擊性。
不銹鋼 :在保持刀刃強度的同時,為了抑制加工硬化,將傾斜角設定得較小,耐高負荷的耐熱性、耐磨損性
優秀的刀片材質最適合。
② 使用“切割機”選擇
第二步是選擇符合切割機規格的產品。
切割機不能單獨使用,必須安裝在切割機上使用,因此與機器的兼容性非常重要。
最大可使用外徑:如果使用指定尺寸以外的晶片鋸,可能會發生妨礙安全蓋而無法安裝、無法獲得適當的周速而無法發揮本來的
性能的問題。
推薦轉速 (周速):如果切割機的轉速超過了切割機的最高容許轉速,就會承受不了高速旋轉時的離心力而發生破損,刀片的
碎片可能會飛散。
③ 適合“尺寸” (外徑、內徑、刃厚)
第三步,需要確認“外徑”“內徑”“刃厚”的尺寸 (尺寸) 。
這些尺寸直接影響切割能力、安裝兼容性、切割精度和成品率。
外徑:此尺寸確定可切割的深度 (切口深度) 。在所使用的切割機所規定的最大外徑範圍內,選擇能夠確保與想要切割的材料的
厚度相對應的充分切入深度的鋸片。
內徑 (孔徑):為了將該孔固定在切割機的主軸 (軸) 上,內徑必須與切割機的軸徑一衹。
刃厚:刃厚較薄的鋸片雖然具有減少切斷阻力、減少材料的切斷損失的優點,但是存在剛性下降、在切斷過程中
容易擺動的傾向。刃厚較厚的鋸片剛性較高,可以穩定切割,但由於切割阻力較大,
切割機的負荷增加,材料損失也增加。需要對切割精度、加工效率及成品率進行綜合判斷。
④ 通過“刀片數 (P數) ”調整銳度和工作速度
第四步是刀刃數量。刀片數量是指安裝在圓周上的刀片總數,這些數量的差異對切割表面的光潔度和切割速度有很大影響。一般來說,刃數較多的切削器一片刃所承受的切削量較少,因此切削面非常平滑,毛刺和毛刺的產生也會降到最低。因此,適用於要求不需要二次加工的高加工質量的薄材料的切割和精密加工。相反,刃數少的鋸片由於每片的切削量大,切斷阻力也小,因此可以快速切斷。但是,由於切割面較粗糙且容易產生毛刺,因此適合切割和拆卸速度最優先的厚材料。
設定刀刃數時,將被切割材料與晶片鋸的最大咬合刀刃數設定為3~5枚。
▼如果您想了解如何選擇機器
【相關文章】 穩定鋁切割質量的方法和註意事項|機器選擇和操作提示
兼顧安全和質量的切割條件
無論晶片鋸的性能有多高,優化切割條件對於提高100%的性能至關重要。即使使用相同的鋸片,如果不同的切割機或相同切割機的設置條件不同,切割面的質量和切割數量可能會發生很大變化。
切斷條件主要是指鋸片的“轉速 (周速) ”和壓入材料的“進給速度”兩個方面。通過正確設置這些條件,您不僅可以快速切割,還可以穩定現場質量要求,通過延長刀片壽命來降低成本,並通過減少火花和振動來確保安全。
【參考條件】 鋁·非鐵金屬
被切割材料 | 使用刀型 | 鋸片周速 (m/min) | 每刀片的切入量 (mm) |
鋁窗 | D2・D4 | 3800~4500 | 0.02~0.05 |
鋁壓鑄坯 | D2・D4 | 4200~4700 | 0.02~0.03 |
鋁板坯 | D4・3DX | 3500~4000 | 0.02~0.04 |
ALSi合金Si10%以下 | D4 | 2000~2800 | 0.02~0.03 |
ALS合金Si10%以上 | D4 | 1000~1500 | 0.02~0.03 |
純銅 | D4 | 2800~3200 | 0.02~0.04 |
黃銅 | D4 | 2500~3000 | 0.02~0.03 |
鎳1CNP | D4 | 2000~3000 | 0.02~0.03 |
鎳3CNP | D4 | 600~1000 | 0.02~0.03 |
【參考條件】 鐵管、不銹鋼管
被切割材料 | 使用刀型 | 鋸片周速 (m/min) | 每刀片的切入量 (mm) |
薄壁鐵管 | SV・SD1・SAT | 600~1000 | 0.01~0.03 |
厚鐵管 | SV・STRV | 500~800 | 0.01~0.05 |
薄壁不銹鋼管 | SAT・SD2 | 900~1200 | 0.01~0.03 |
薄壁鐵型材 | SD3・SD1 | 600~1200 | 0.01~0.03 |
不銹鋼絲緞 | SD2・SD3 | 800~1200 | 0.01~0.03 |
小直徑鐵圓棒 | STR | 120~200 | 0.02~0.04 |
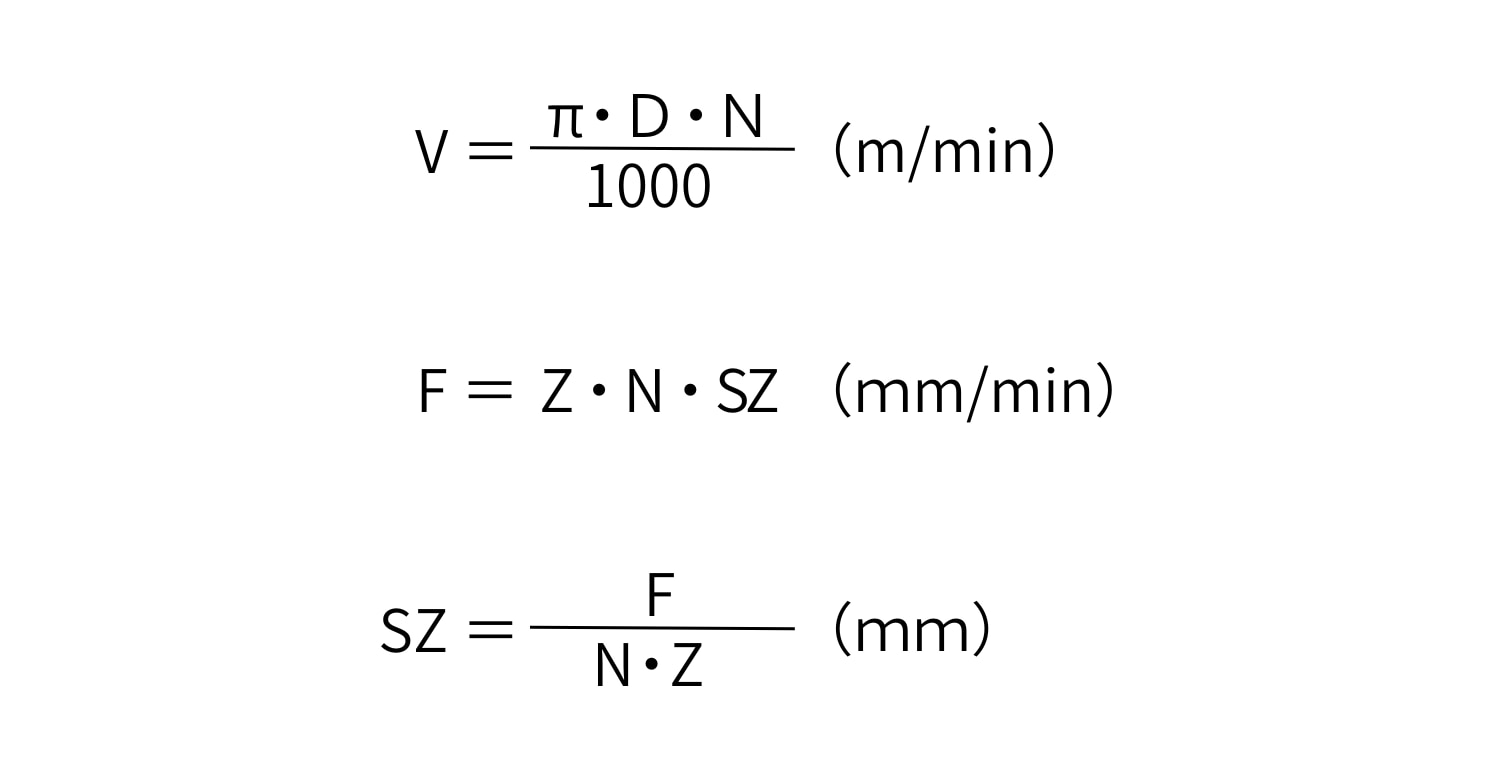
- V=鋸片周速 (m/min)
- Z=刀片數
- SZ=每刀片的切入量 (mm)
- N=主軸轉速 (rpm)
- F=進給速度 (mm/min)
- D=鋸齒直徑 (mm)
※在求F和SZ的公式中,在刃型D2、D3、D4的情況下,刃數以1/2計算
。在3DX的情況下,計算為1/3。
晶片鋸故障的原因
與鋸片相關的問題很少由單一原因引起,而多由多種因素引起。在這裡,我們將列出具體事件,從多個角度組織現象的可能原因,並解釋適當的措施。
出現問題時,請檢查以下項目是否適用。
刀尖容易斷裂、磨損
【可能的主要原因】
- 削片的轉速和進給速度的平衡不一衹
轉速快、進給速度慢的情況⇒刃尖磨損加快
轉速慢、進給速度快的情況⇒刃尖刃容易發生缺損 - 夾具與被切割材料不匹配
- 刀口相對於刀尖的厚度過寬
切割面粗糙、有毛刺、斜著切
【可能的主要原因】
- 將鋸片安裝在法蘭上時,切屑和垃圾等附著在一起
- 主軸側的鋸片安裝法蘭有跳動
- 主軸主軸出現松動。
- 晶片鋸變形
- 坐著的狀態不合適。
- 刀尖晶片和晶片鋸基板之間的間隙 (蛤蜊) 變小
出現異常的切割音或振動
【可能的主要原因】
- 將鋸片安裝在與正常旋轉方向相反的位置
- 外圓拋光精度差
- 切割過程中被切割材料移動1~2個刀尖彎曲
總結
在本文中,我們解釋了有關晶片鋸的以下內容。
- 鋸片的結構和用途
- 一種鋸片的選擇方法
- 鋸片切割條件參考值
- 晶片鋸可能出現的故障及其原因
\\我們準備了各種各樣的鋸片,請一定看看//
【作者】

【監制公司】

橋本特殊工業株式會社
1953年創業。總部位於香川縣高松市的鋸片專業制造商。我們制造,銷售和再拋光用於木材,樹脂,有色金屬和鋼鐵等各種材料的片鋸。根據客戶的切割條件定制生產是其優勢,通過獨特的張力加工實現了高旋轉穩定性,並實現了從制造到再研磨和修理的一衹性。我們擁有向汽車零部件和建築材料等多個行業供應的記錄。
有關詳細資料,請瀏覽橋本工業株式會社官方網站。



