
チップソーとは?安全な切断条件と刃の選び方を解説
チップソーとは円盤状の基板(台金)に超硬合金などの硬い刃先チップを取り付けた切断工具のことです。この特殊な構造により、木材、金属、樹脂といった多様な素材を高速かつ精密に切断できます。しかし、その性能を最大限に引き出し、安全かつ効率的に作業を進めるためには、適切な刃の選定と切断条件の設定が不可欠です。
この記事では、チップソーの基礎知識から被切断材に合わせた最適な選定方法、品質と安全性を両立するための切断条件の設定方法、そして現場でよく発生するトラブルへの具体的な対策までを分かりやすく解説します。ぜひ最後までお読みいただき、日々の業務にお役立てください。
チップソーとは?基本構造と用途を解説
チップソーとは、円盤状の鋼鉄製の土台である基板(台金)の円周部分に、超硬合金などでできた小さなチップをろう付けした切断工具のことです。その用途は非常に幅広く、建築現場での木材や合板の切断に代表される木工用途から、工場での金属加工、樹脂など多岐にわたります。特にアルミ、鉄、ステンレスなどの金属を切断する際には、その素材の特性に合わせた専用のチップソーが使用され、精密な加工が求められる現場で不可欠な工具となっています。
チップソーの基本構造と材質
チップソーの切断性や寿命、安全性は「基板」「刃先チップ」「スリット」という主要な3つの構成要素によって大きく左右されます。
基板 :チップソーの胴体部分で全体の剛性を担う。材質や焼き入れの精度は切断時の振れや振動に直結し、切断精度を決定づける。
刃先チップ:実際に材料を切断する。主な材質として「超硬合金」「サーメット」が挙げられる。
スリット :基板に入れられた細い溝。切断時に発生する振動や騒音を吸収・低減する効果がある。また、摩擦熱による基板の熱膨張を
吸収し、基板の歪みを防ぐ役割も果たす。
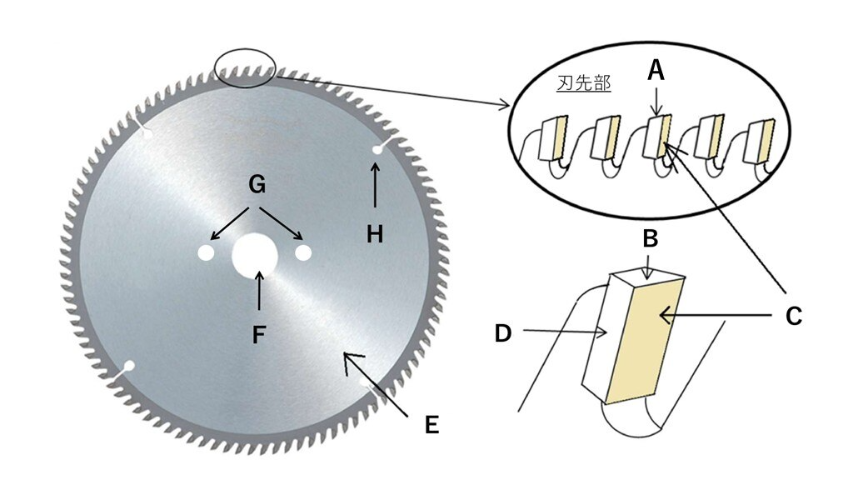
【各部名称】
記号 | A | B | C | D | E | F | G | H |
名称 | 刃先チップ | トップ面 | スクイ面 | 側面 | 基板 | センターホール | ピンホール | スリット |
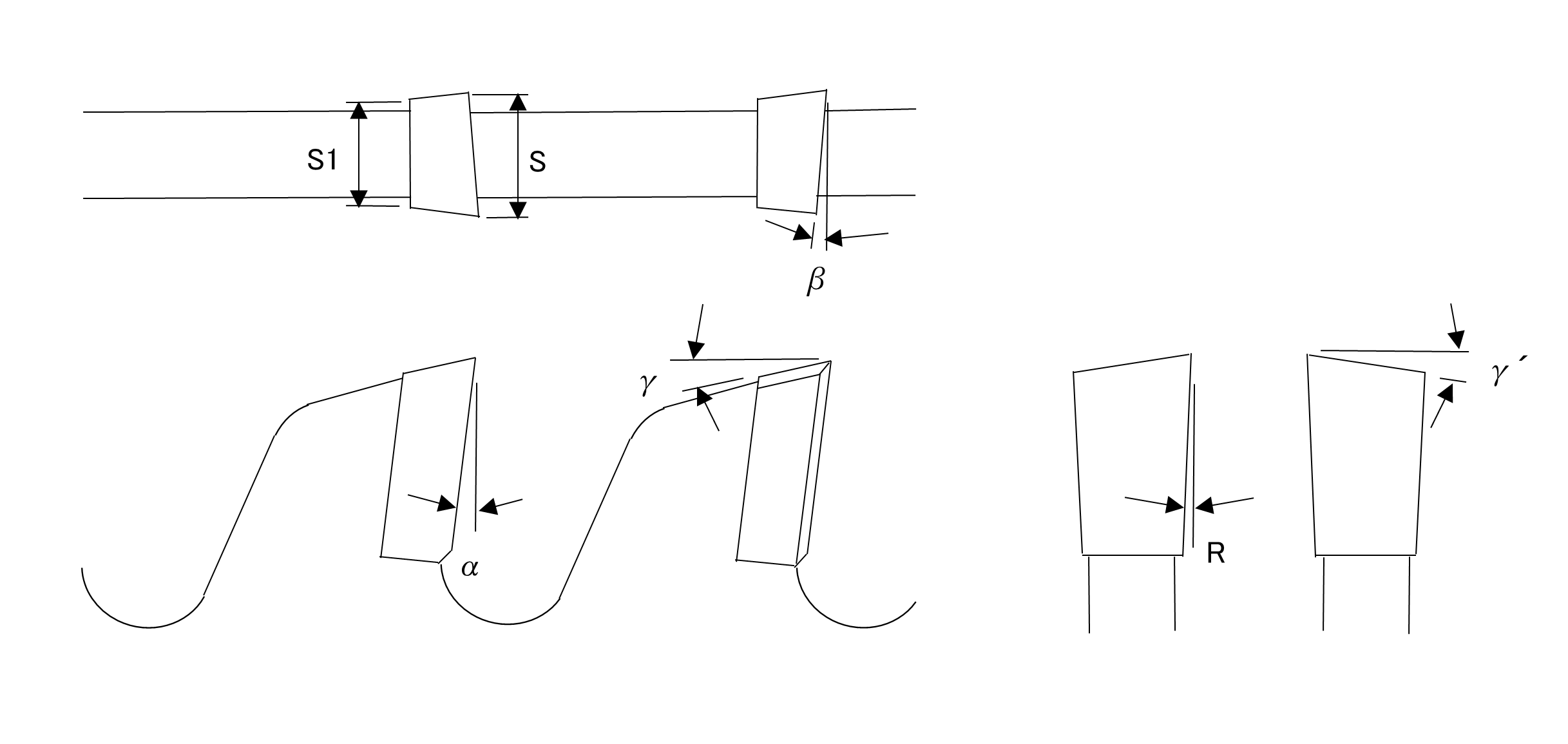
【刃先チップ角度の名称】
記号 | α(°) | β(°) | γ(°) | γ′(°) | R(°) | S-S1(mm) |
名称 | スクイ角 | リード角 | 二番角 | 二番逃げ角 | ラジアル角 | タンゼンシャル |
【各部材質】
材質 | 特徴 | |
基板 | 合金工具鋼 SKS材 | C(炭素)を主としてNi(ニッケル)、Cr(クロム)などを少量添加し、SK材よりも焼き入れ性、 |
炭素工具鋼 SK材 | C(炭素)以外の金属元素はほとんど添加されていない。焼き入れ性はSKS材には劣る。 | |
刃先チップ | 超硬合金 | 主にTaC(炭化タンタル)、WC(炭化タングステン)、TiC(炭化チタン)などの粒子をCo(コバルト) |
サーメット | 主にTiN(窒化チタン)、TiC(炭化チタン)の粒子をCo(コバルト)またはNi(ニッケル)をバインダーとして焼結した金属。高温環境下での耐熱性にも優れ、熱溶着や摩耗を抑える効果がある。 |
工業用と草刈機(刈払い機)用の違い
工業用チップソーは主に工場や建築現場で、金属、木材、樹脂といった様々な材料を精密に切断するために使用されます。高い切断精度と美しい切断面を得ることを目的とし、被切断材の種類に応じて刃型(刃先の形状)、刃数、チップの材質が最適化されています。
一方、草刈機用チップソーは庭や農地などで雑草や小枝を切るために使用されます。こちらは切断精度よりも、石などの障害物に当たった際の衝撃に耐える安全性と耐久性、広範囲を効率よく刈り取るための軽量化が重視されます。刃の枚数が少ないものや、衝撃に強いチップが採用されることが多いのが特徴です。
この記事では主に工場や作業現場で使われるチップソーについて、選び方や切断条件を解説します。
チップソーの選び方|用途とサイズで絞り込む
最適なチップソーを選ぶことは、切断作業の効率を上げるだけでなく、生産品質の安定やコスト削減、安全性を確保するために不可欠です。被切断材に合わない不適切な刃を選んでしまうと、切れ味が悪いだけでなく刃の寿命を著しく縮めてしまったり、最悪の場合、刃が破損して作業者に危険が及ぶ重大な事故に繋がる恐れもあります。
4つのステップを順に確認、理解、実践することで数多く存在するチップソーの中から最適な一枚にたどり着くことができます。
①切断する「素材」で選ぶ(木工用・金属用・樹脂用など)
チップソーを選ぶ際の最初の重要なステップは「何を切断するのか」を確認することです。
一般的にチップソーには「木工用」「金属用」「樹脂用」など多種多様な素材に対応する製品がラインアップされています。特に金属加工の現場では同じ金属であってもその特性は大きく異なるため、最適なチップソーの選定が重要です。
アルミ・銅(非鉄金属):切りくずの排出を高める大きなスクイ角を持つ設計が推奨される。刃先の溶着を防ぐためフッ素コーティングなどの
表面処理や耐溶着性に優れた超硬チップが効果的。
鉄・軟鋼 :切断時の発熱を抑えバリの発生を低減するため、適度なスクイ角と高い耐摩耗性・耐衝撃性を持つ超硬チップを備えた
チップソーが最適。
ステンレス :刃先の強度を保ちつつ、加工硬化を抑制するためにスクイ角を小さく設定され、高負荷に耐える耐熱性・耐摩耗性に
優れたチップ材質が最適。
②使用する「切断機」で選ぶ
2つ目のステップは使用する切断機の仕様に適合した製品を選ぶことです。
チップソーは単体では機能せず、必ず切断機に取り付けて使用するため、機械との相性が重要になります。
最大使用可能外径 :指定外のサイズのチップソーを使用すると安全カバーに干渉して取り付けられない、適切な周速が得られず本来の
性能を発揮できないという問題が発生する恐れがある。
推奨回転数(周速):切断機の回転数がチップソーの許容最高回転数を超えてしまうと、高速回転時の遠心力に耐えきれず破損し、刃の
破片が飛散することがある。
③「サイズ」を合わせる(外径・内径・刃厚)
3つ目のステップとして「外径」「内径」「刃厚」の寸法(サイズ)を確認する必要があります。
これらのサイズは切断能力、取り付け互換性、切断精度、歩留まりに直接影響します。
外径 :このサイズによって切断できる深さ(切込み深さ)が決まる。使用する切断機で定められた最大外径の範囲内で切断したい材料の
厚さに対応できる十分な切込み深さを確保できるチップソーを選ぶ。
内径(穴径):この穴を切断機の主軸(シャフト)に取り付けて固定するため、内径が切断機の軸径と一致していることが必須。
刃厚 :刃厚が薄いチップソーは切断抵抗が少なくなり材料の切断ロスも減らせるメリットがあるが、剛性が低下し切断中に
振れやすくなる傾向がある。刃厚が厚いチップソーは剛性が高く安定した切断が可能だが、切断抵抗が大きくなるため、
切断機の負荷が増え材料ロスも多くなる。切断精度・加工効率・歩留まりを総合的に判断することが必要。
④「刃数(P数)」で切れ味と作業速度を調整する
4つ目のステップに刃数があります。刃数は円周に取り付けられたチップの総数を指し、この数の違いが切断面の仕上がりと切断スピードに大きく影響します。一般的に刃数が多いチップソーは一枚の刃が受け持つ切削量が少なくなるため、切断面が非常に滑らかでバリやカエリの発生も最小限に抑えられます。そのため、二次加工を必要としないような高い仕上げ品質が求められる薄い材料の切断や精密な加工に適しています。逆に刃数が少ないチップソーは一枚当たりの切削量が多いため切断抵抗も少ないことから速いスピードで切断できます。しかし、切断面は粗くなりやすくバリも発生しやすいためスピードを最優先する厚い材料の切断や解体作業に適しています。
刃数を設定する際は、被切断材とチップソーの最大かみ合わせ刃数を3~5枚で設定します。
▼機械の選定方法を知りたい方はこちら
【関連記事】アルミ切断の品質を安定させる方法と注意点|機械選びと運用のコツ
安全と品質を両立する切断条件
どんなに高性能なチップソーであっても、その性能を100%引き出すためには切断条件の最適化が不可欠です。同じ鋸刃を使用していても、切断機が異なる場合や同じ切断機でも設定条件が異なる場合には切断面の品質やカット数が大きく変化してしまうことがあります。
切断条件とは主にチップソーの「回転数(周速)」と材料を押し込む「送り速度」の2つを指します。これらの条件を適切に設定することで、単に速く切断できるだけでなく、現場で求められる品質の安定、刃の寿命延長によるコスト削減、火花や振動を抑えることによる安全性の確保を実現できます。
【参考条件】アルミ・非鉄金属
被切断材 | 使用刃型 | 鋸刃周速(m/min) | 1刃当たり切込量(mm) |
アルミサッシ | D2・D4 | 3800~4500 | 0.02~0.05 |
アルミ押出なま材 | D2・D4 | 4200~4700 | 0.02~0.03 |
アルミスラブ・ビレット | D4・3DX | 3500~4000 | 0.02~0.04 |
ALSi合金Si10%以下 | D4 | 2000~2800 | 0.02~0.03 |
ALS合金Si10%以上 | D4 | 1000~1500 | 0.02~0.03 |
純銅 | D4 | 2800~3200 | 0.02~0.04 |
黄銅 | D4 | 2500~3000 | 0.02~0.03 |
白銅 1CNP | D4 | 2000~3000 | 0.02~0.03 |
白銅 3CNP | D4 | 600~1000 | 0.02~0.03 |
【参考条件】鉄パイプ・ステンレスパイプ
被切断材 | 使用刃型 | 鋸刃周速(m/min) | 1刃当たり切込量(mm) |
薄肉鉄パイプ | SV・SD1・SAT | 600~1000 | 0.01~0.03 |
厚肉鉄パイプ | SV・STRV | 500~800 | 0.01~0.05 |
薄肉ステンレスパイプ | SAT・SD2 | 900~1200 | 0.01~0.03 |
薄肉鉄形材 | SD3・SD1 | 600~1200 | 0.01~0.03 |
ステンレスモール | SD2・SD3 | 800~1200 | 0.01~0.03 |
小径鉄丸棒 | STR | 120~200 | 0.02~0.04 |
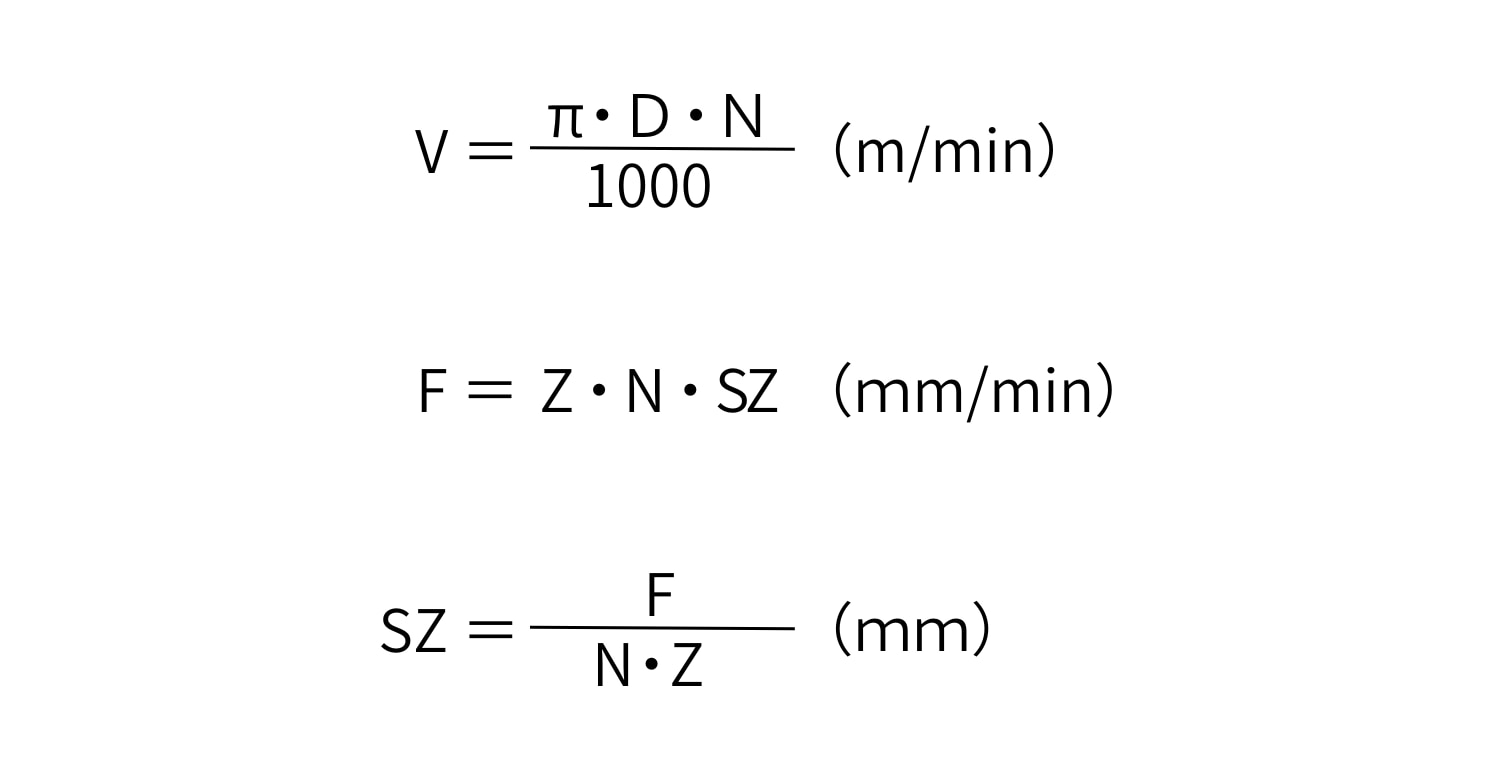
- V=鋸刃周速(m/min)
- Z=刃数
- SZ=1刃当たり切込量(mm)
- N=主軸回転数(rpm)
- F=送り速度(mm/min)
- D=鋸の直径(mm)
※FとSZを求める式において、刃型D2・D3・D4の場合、刃数は1/2で計算
する。3DXの場合、1/3で計算する。
チップソーに関するトラブルの原因
チップソーに関する問題は単一の原因で起こることは少なく、複数の要因によって発生する事が多いです。ここでは、具体的な事象を挙げ、その現象から考えられる原因を複数の視点から整理し、適切な対策について解説します。
トラブルが起こった際は、以下の項目に当てはまっていないかチェックしてみてください。
刃先がすぐに欠ける・摩耗する
【考えられる主な原因】
- チップソーの回転数と送り速度のバランスが合っていない
回転数が速く、送り速度が遅い場合⇒刃先の摩耗が速くなる
回転数が遅く、送り速度が速い場合⇒刃先チップの欠けが発生しやすくなる - 被切断材にクランプ治具が合っていない
- 刃先の厚みに対して刃口が広すぎる
切断面が粗い・バリが出る・斜めに切れる
【考えられる主な原因】
- チップソーをフランジに取り付ける時、切粉やごみなどが付いたまま取り付けた
- スピンドル側のチップソー取り付けフランジに振れがある
- 主軸スピンドルにガタつきが発生している
- チップソーに歪が発生している
- 腰入れ状態が合っていない
- 刃先チップとチップソー基板のクリアランス(アサリ)が小さくなっている
異常な切断音や振動が発生する
【考えられる主な原因】
- チップソーを正常な回転方向と逆に取り付けた
- 外周の研磨精度が悪い
- 切断中に被切断材が動き1~2か所の刃先が曲がった
まとめ
本記事では、チップソーについて以下の内容を解説しました。
- チップソーの構造と用途
- チップソーの選定方法
- チップソー切断条件の参考値
- チップソーで考えられるトラブルとその原因
\\様々な種類の鋸刃をご用意しておりますので、ぜひご覧ください//
【著者】

【監修会社】

橋本特殊工業株式会社
1953年創業。香川県高松市に本社を構えるチップソー専門メーカー。木材、樹脂、非鉄金属、鉄鋼など幅広い材料向けのチップソーを製造・販売・再研磨している。お客様の切断条件に合わせたオーダーメイド製作を強みとし、独自のテンショニング加工による高い回転安定性と、製造から再研磨・修理までの一貫対応を実現。自動車部品や建材分野など、多様な業界への供給実績を持つ。
詳しくは、橋本工業株式会社公式サイトをご覧ください。



