
What is tipped saw blade? We explain safe Cutting parameter and how to choose the right blade.
tipped saw blade refers to cutting tools made by attaching hard cutting edge tips such as cemented carbide to a disc-shaped base (base). Thanks to this unique structure, it can cutting a wide range of materials such as wood, metal, and resin quickly and precisely. However, to maximize its performance and work safely and efficiently, selecting the right blade and setting the Cutting parameter is essential.
This article provides a clear explanation of everything from the basics of tipped saw blade to the optimal selection method for cutting materials, how to set Cutting parameter to ensure both quality and safety, and specific countermeasures for common problems encountered on site. Please read it to the end and use it to your advantage in your daily work.
>> Check the appropriate machine and Cutting parameter for each tipped saw blade.
Table of contents [hidden]
- 1.What is tipped saw blade? Explanation of its basic structure and uses.
- 1.1.Basic structure and materials of tipped saw blade
- 1.2.Differences between industrial and brush cutter (grass trimmer) applications
- 2.How to choose tipped saw blade | Narrow down your choices by application and size
- 2.1.① Choose based on the "material" to cutting (for wood working, metal, resin, etc.)
- 2.2.② Choose based on the "cutting machine" you will be using.
- 2.3.③ Match the "size" (outer diameter, inner diameter, blade thickness)
- 2.4.④ Adjust the cutting edge and working speed using the "number of teeth (P count)".
- 3.Cutting parameter that ensure both safety and quality.
- 3.1.[Reference Conditions] Aluminum and Non-ferrous Metals
- 3.2.[Reference Conditions] Iron pipes, stainless steel pipes
- 4.Causes of problems related to tipped saw blade
- 4.1.The blade tip chips or wears down quickly.
- 4.2.cutting surface is rough, has burrs, or is cut at an angle.
- 4.3.Abnormal cutting noises or vibrations occur.
- 5.Summary_
What is tipped saw blade? Explanation of its basic structure and uses.
tipped saw blade is a cutting tool consisting of a disc-shaped steel base (base plate) with small tips made of cemented carbide or similar material brazed onto its circumference. Its applications are extremely wide-ranging, from wood working, such as cutting wood and plywood on construction sites, to metalworking and plastic processing in factories. In particular, when cutting metals such as aluminum, iron, and stainless steel, specialized tipped saw blade suited to the characteristics of the material are used, making them indispensable tools in workplaces where precision processing is required.
Basic structure and materials of tipped saw blade
The cutting, lifespan, and safety of tipped saw blade are greatly influenced by three main components: the "substrate," the "cutting edge tip," and the "slit."
substrate The body of tipped saw blade is responsible for the overall rigidity. The material and the precision of the heat treatment directly affect the runout and vibration during cutting, and determine cutting accuracy.
Cutting edge tip This involves actually cutting materials. The main materials used include "carbide alloys" and "cermets."
slit: Thin grooves made into the substrate. These have the effect of absorbing and reducing vibrations and noise generated during cutting. Also, they reduce thermal expansion of the substrate due to frictional heat.
It also plays a role in absorbing stress and preventing distortion of the circuit board.
[Name of each part]
symbol | A | B | C | D | E | F | G | H |
name | Cutting edge tip | Top surface | Squeezed surface | side | substrate | Center Hall | pinhole | slit |
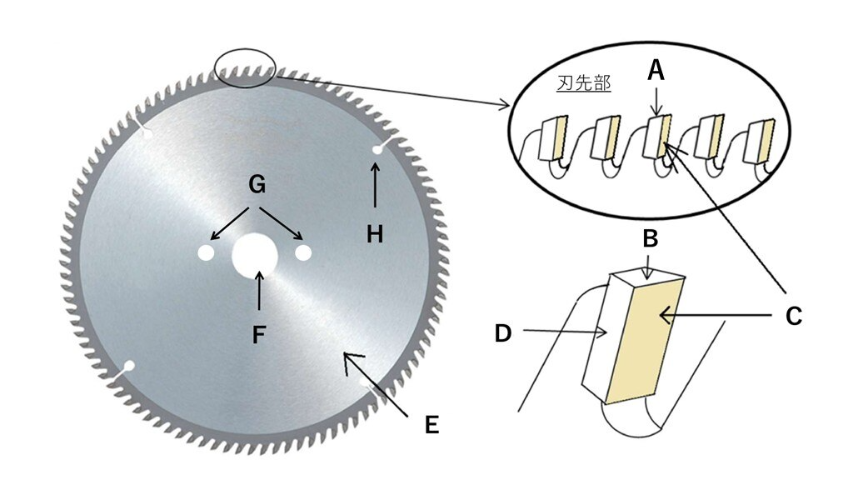
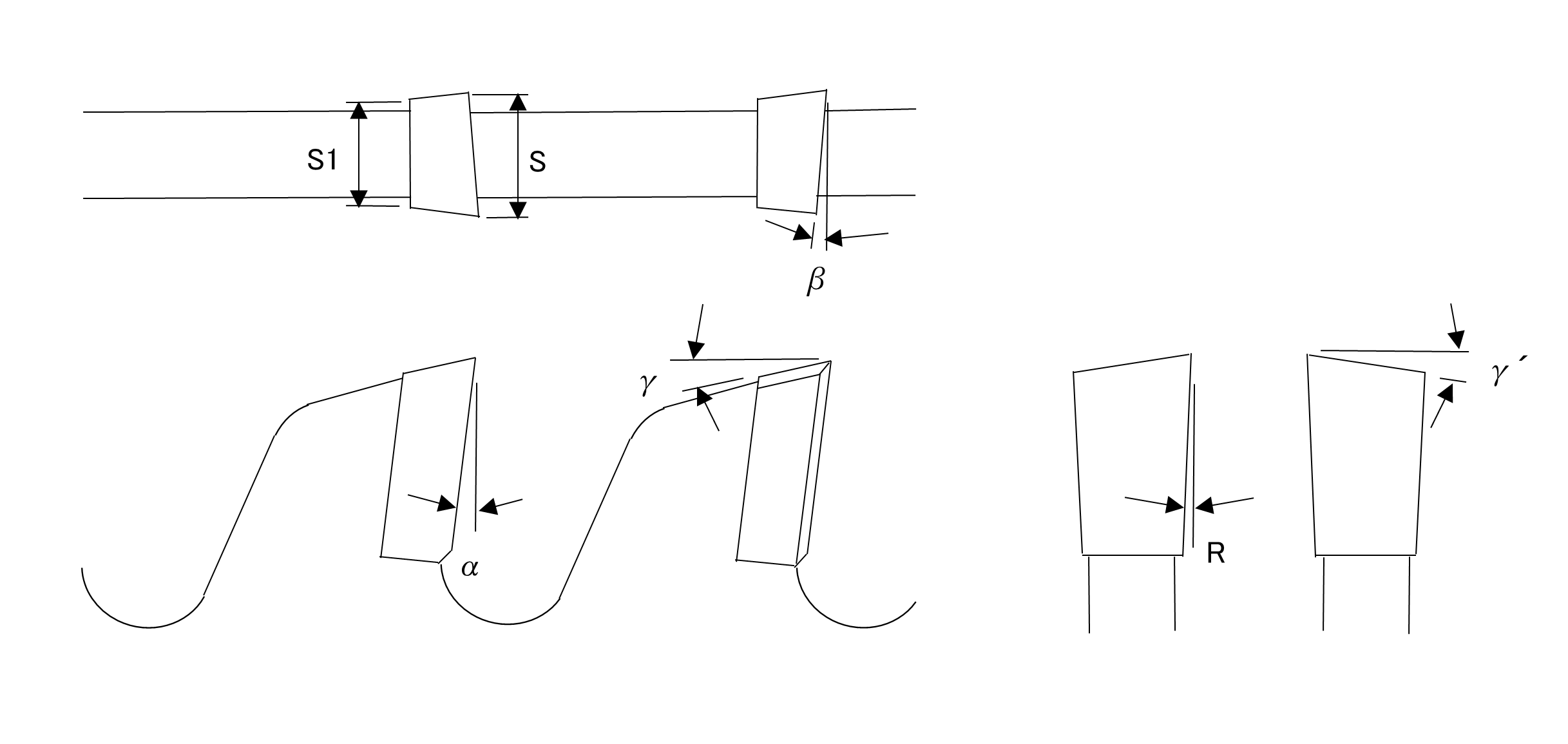
[Name of cutting edge tip angle]
symbol | α (°) | β(°) | γ (°) | γ′(°) | R (°) | S-S1 (mm) |
name | Rake angle | Lead angle | second corner | Second escape corner | Radial angle | Tangent |
[Materials of each part]
Material | Features | |
substrate | Alloy tool steel SKS material | It is mainly composed of carbon (C) with small amounts of nickel (Ni) and chromium (Cr) added, and has better hardenability than SK material. |
Carbon tool steel SK material | Almost no metallic elements other than carbon (C) are added. Its hardenability is inferior to that of SKS material. | |
Cutting edge tip | Carbide alloy | Mainly particles such as TaC (tantalum carbide), WC (tungsten carbide), and TiC (titanium carbide) are combined with Co (cobalt). |
cermet | This metal is primarily made by sintering particles of TiN (titanium nitride) and TiC (titanium carbide) with Co (cobalt) or Ni (nickel) as a binder. It exhibits excellent heat resistance in high-temperature environments and has the effect of suppressing thermal side-welding and wear. |
Differences between industrial and brush cutter (grass trimmer)
Industrial tipped saw blade are primarily used in factories and construction sites to precisely cutting various materials such as metal, wood, and plastic. To achieve high cutting accuracy and a clean cutting surface, the blade shape (edge shape), number of teeth, and tip material are optimized according to the type of material being cutting.
On the other hand, brush tipped saw blade are used to cut weeds and twigs in gardens and farmlands. For these, safety and durability to withstand impacts from obstacles such as stones, and lightweight construction for efficient mowing over a wide area, are prioritized over cutting precision. They are often characterized by having fewer blades and using impact-resistant tips.
This article explains how to choose and use tipped saw blade, which are mainly used in factories and work sites, and discusses Cutting parameter.
How to choose tipped saw blade | Narrow down your options by application and size
Choosing the optimal tipped saw blade is essential not only for improving cutting work efficiency but also for ensuring stable production quality, cost reduction, and safety. If you choose an inappropriate blade that does not fit the cutting material, not only will the blade have poor sharpness, but it may also significantly shorten its lifespan, and in the worst case, the blade may be damaged, leading to serious accidents that endanger the operator.
By reviewing, understanding, and practicing these four steps in order, you can find the perfect saw blade from among the many tipped saw blade.
① Choose based on the "material" to cutting (wood working, metal, plastic, etc.)
The first important step when choosing tipped saw blade is to determine "what you will be cutting."
Generally, tipped saw blade come in a wide variety of types, including those for wood working, metalworking, and plastics, to suit diverse materials. In metalworking in particular, even within the same metal, the properties can vary greatly, making the selection of the optimal tipped saw blade crucial.
Aluminum and copper (non-ferrous metals): Designs with large squeeze angles that increase chip emissions are recommended. To prevent side-welding of the blade tip, fluorine coating and other
Carbide chips with excellent surface treatment and side-welding resistance are effective.
Iron & Mild Steel: Equipped with carbide chips with moderate squid angles and high wear and impact resistance to suppress heat generation and reduce burrs during cutting
tipped saw blade is ideal.
Stainless steel : While maintaining blade edge strength, the squid angle is set low to suppress work hardening, providing heat and wear resistance to withstand heavy loads.
Excellent chip material is ideal.
② Choose based on the "cutting machine" you will be using.
The second step is to choose a product that is compatible with the specifications of cutting machine you will be using.
Since tipped saw blade does not function on its own and must always be attached to cutting machine, compatibility with the machine is crucial.
Maximum usable outer diameter Using tipped saw blade of a non-specified size will cause interference with the safety cover, preventing it from being installed and resulting in an inability to achieve the proper cutting speed.
There is a risk that the system may not perform as intended.
Recommended rotational speed (cutting speed) If cutting machine's rotation speed exceeds the maximum allowable rotation speed of tipped saw blade, it will break due to the centrifugal force at high speeds.
Fragments may scatter.
③ Match the "size" (outer diameter, inner diameter, blade thickness)
The third step is to check the dimensions (size) of the "outer diameter," "inner diameter," and "blade thickness."
These sizes directly affect cutting capacity, mounting compatibility, cutting accuracy, and yield.
Outer Diameter This size determines the depth of cutting cut (depth of cut). cutting Select a cutting that will allow sufficient depth of cut to accommodate the thickness of the material you want to
Select a machine that has a sufficient depth of cut to accommodate the thickness of the material tipped saw blade you wish to work with.
Inside diameter (hole diameter) The inside diameter must match the shaft diameter of the cutting machine, as this hole will be attached to the spindle (shaft) of the cutting machine and fixed in place.
Blade thickness Thin blade thickness tipped saw blade has the merit of reducing cutting resistance and cutting loss of material, but it also tends to reduce rigidity and to be more prone to swinging during cutting
However, the rigidity is reduced and the blade tends to swing easily. A thicker blade tipped saw blade is more rigid and stable cutting, but it also causes more resistance cutting,
cutting However, the load on the machine increases and material loss also increases. cutting It is necessary to make a comprehensive judgment of accuracy, machining efficiency, and yield.
④ Adjust the cutting edge and working speed using the "number of teeth (P count)".
The fourth step is the number of blades. The number of blades refers to the total number of chips attached around the circumference, and this difference greatly affects the finish of the cutting surfaces and the speed of the cutting. Generally, tipped saw blade with many blades requires less cutting capacity per blade, resulting in an extremely smooth cutting surface and minimal burrs and markings. Therefore, it is suitable for cutting thin materials and precision processing that require high finish quality that does not require secondary processing. Conversely, tipped saw blade with fewer blades have a higher cutting volume per blade, resulting in lower cutting resistance, allowing for faster cutting. However, cutting surfaces tend to become rough and burrs are more likely, making them suitable for cutting thick materials and dismantling tasks where speed is the top priority.
When setting the number of teeth, set the maximum number of teeth that can be engaged between the material to cutting and tipped saw blade to 3 to 5.
▼Click here if you want to know how to select machinery.
[Related Article] How to stabilize the quality of aluminum cutting and points to note | Tips for choosing and operating machinery
Cutting parameter that ensure both safety and quality.
No matter how high-performance tipped saw blade is, optimizing Cutting parameter is essential to get 100% of its potential. Even when using the same saw blade, the quality of cutting surface and the number of cuts can vary greatly depending on cutting machine, or even with the same cutting machine but different settings.
Cutting parameter primarily refer to two factors: the rotational speed (cutting speed) of tipped saw blade and feed rate used to push the material through. By appropriately setting these conditions, it is possible not only to cutting quickly, but also to achieve the stable quality required on site, reduce costs by extending blade life, and ensure safety by suppressing sparks and vibrations.
[Reference conditions] Aluminum and non-ferrous metals
Material to be cutting | Blade type used | Saw blade cutting speed (m/min) | Depth of cut per blade (mm) |
Aluminum sash | D2・D4 | 3800~4500 | 0.02~0.05 |
Aluminum extruded raw material | D2・D4 | 4200~4700 | 0.02~0.03 |
Aluminum slab billet | D4・3DX | 3500~4000 | 0.02~0.04 |
ALSi alloy Si10% or less | D4 | 2000~2800 | 0.02~0.03 |
ALS alloy Si10% or more | D4 | 1000~1500 | 0.02~0.03 |
pure copper | D4 | 2800~3200 | 0.02~0.04 |
brass | D4 | 2500~3000 | 0.02~0.03 |
Cupronickel 1CNP | D4 | 2000~3000 | 0.02~0.03 |
Cupronickel 3CNP | D4 | 600~1000 | 0.02~0.03 |
[Reference conditions] Iron pipes, stainless steel pipes
Material to be cutting | Blade type used | Saw blade cutting speed (m/min) | Depth of cut per blade (mm) |
Thin-walled steel pipe | SV・SD1・SAT | 600~1000 | 0.01~0.03 |
Thick-walled steel pipe | SV・STRV | 500~800 | 0.01~0.05 |
Thin-walled stainless steel pipe | SAT・SD2 | 900~1200 | 0.01~0.03 |
Thin-walled steel profiles | SD3/SD1 | 600~1200 | 0.01~0.03 |
Stainless steel molding | SD2/SD3 | 800~1200 | 0.01~0.03 |
Small diameter iron round bar | STR | 120~200 | 0.02~0.04 |
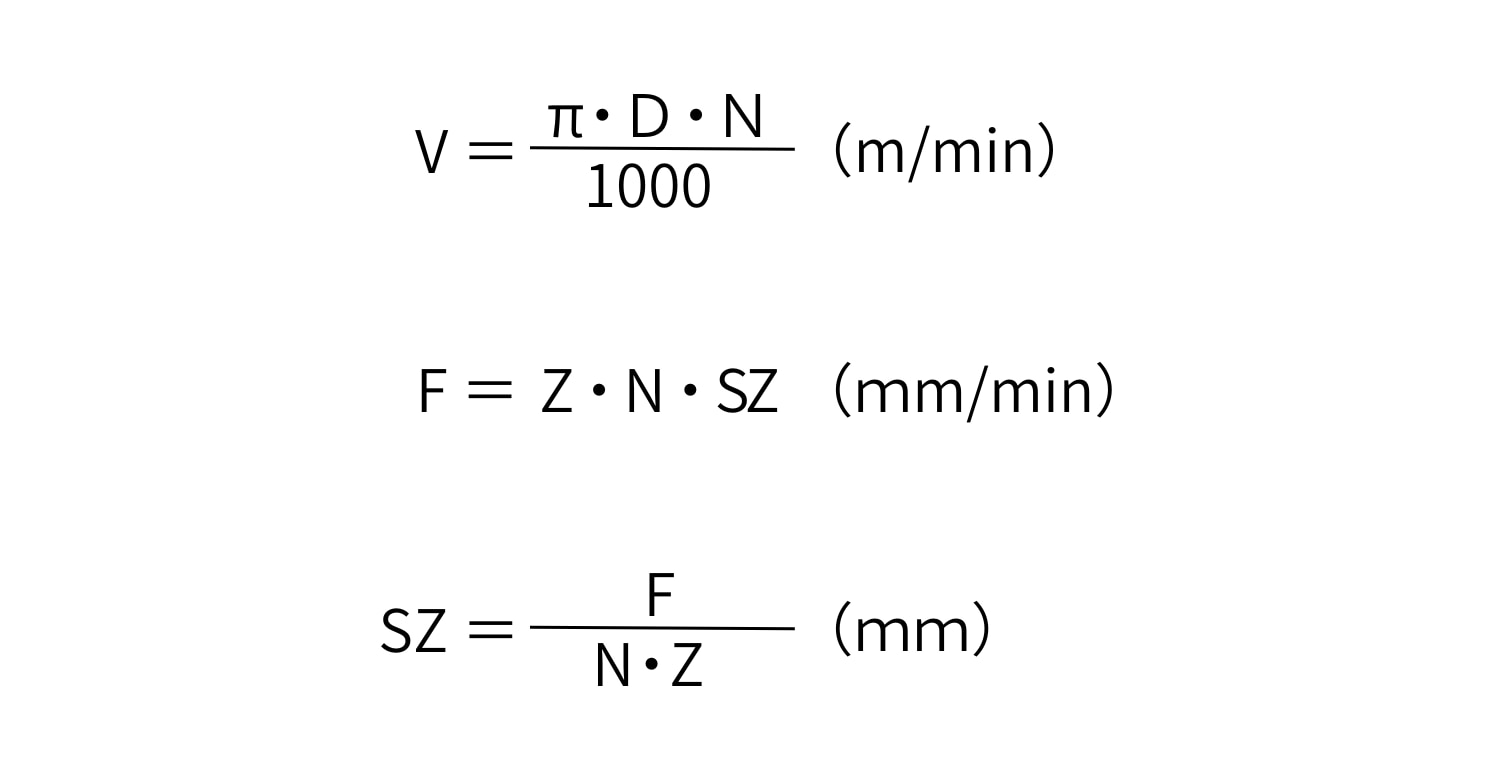
- V=Saw blade cutting speed (m/min)
- Z=number of teeth
- SZ = Depth of cut per tooth (mm)
- N = Spindle speed (rpm)
- F = feed rate (mm/min)
- D = diameter of the saw blade (mm)
*In the formulas for calculating F and SZ, the number of blades is calculated as 1/2 for blade shapes D2, D3, and D4.
Yes. For 3DX, calculate using 1/3.
Causes of problems with tipped saw blade
Problems with tipped saw blade rarely occur due to a single cause; they are often the result of multiple factors. Here, we will present specific examples, organize the possible causes from multiple perspectives, and explain appropriate countermeasures.
If you encounter a problem, please check if any of the following apply to your situation.
The blade tip chips or wears down quickly.
[Possible main causes]
- The balance between tipped saw blade 's rotation speed and feed rate is incorrect.
If the rotation speed is high and feed rate is low, the cutting edge will wear out quickly.
When the rotational speed is slow and feed rate is fast, chipping of the cutting edge tip is more likely to occur. - The clamping jig is not suitable for the material to be cutting.
- The opening is too wide relative to the thickness of the blade tip.
cutting surface is rough, burrs are present, and the cut is at an angle.
[Possible main causes]
- When attaching tipped saw blade to the flange, it was attached with sawdust and debris still attached.
- There is runout in tipped saw blade mounting flange on the spindle side.
- There is play in the main spindle.
- tipped saw blade is warped.
- The way you're positioning your hips is incorrect.
- The clearance (set) between the cutting edge tip and tipped saw blade base has become smaller.
Abnormal cutting noises and vibrations occur.
[Possible main causes]
- tipped saw blade was installed in the opposite direction to its normal rotation.
- Poor polishing accuracy on the outer surface.
- The material being cutting moved during cutting, causing the blade tip to bend in one or two places.
summary
This article explained the following about tipped saw blade.
- Structure and uses of tipped saw blade
- How to select tipped saw blade
- Reference values for tipped saw blade Cutting parameter
- Possible problems and causes with tipped saw blade
We have a wide variety of saw blades available, so please take a look!
▼First, please check the specifications of tipped saw blade cutting machine▼
▼These articles are also frequently read▼
【author】

[Supervising Company]

Hashimoto Special Industries Co., Ltd.
Founded in 1953, this company is a specialized manufacturer tipped saw blade headquartered in Takamatsu City, Kagawa Prefecture. They manufacture, sell, and resharpening circular tipped saw blade for a wide range of materials, including wood, resin, non-ferrous metals, and steel. Their strength lies in custom-made production tailored to the customer's Cutting parameter, high rotational stability achieved through their unique tensioning process, and integrated service from manufacturing to resharpening and repair. They have a track record of supplying to diverse industries, including automotive parts and building materials.
For more details,Hashimoto Industries Co., Ltd. Official WebsitePlease take a look.



